|
||||
|
3. ОБЩИЕ СВЕДЕНИЯ ПО МАТЕРИАЛОВЕДЕНИЮ 3.1. Введение в материаловедение Материальное тело построено из молекул, состоящих из атомов. Атом состоит из ядра и электронной оболочки. В состав ядра входят протоны и нейтроны (ядро атома водорода не имеет нейтронов). Электронная оболочка атома содержит электроны, которые вращаются вокруг ядра. Протон является элементарным зарядом положительного электричества, электрон – элементарным зарядом отрицательного электричества, в то время как нейтрон электрически нейтрален. Химические элементы – это вещества, состоящие из атомов одного вида. При использовании обычных химических методов эти вещества разложить нельзя. Химическими элементами являются, например, железо, цинк, свинец, олово, ртуть, алюминий, кислород, сера, радий, водород и т. д. В настоящее время известно 104 химических элемента. Наиболее часто встречающиеся химические элементы представлены в табл. 19. Таблица 19Наиболее часто встречающиеся химические элементы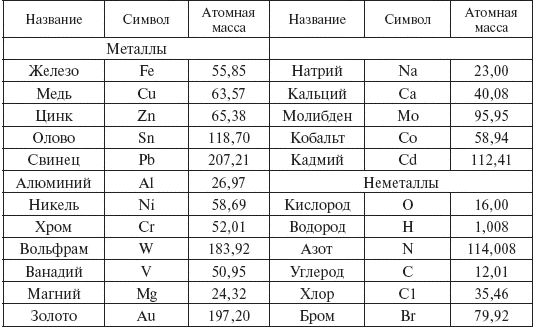 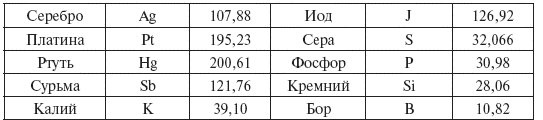 Химическим соединением называется вещество, образованное из разных химических элементов, например, нефть, соляная кислота, газ, вода, спирт и т. д. Химические соединения имеют характерные свойства, отличные от свойств входящих в них химических элементов. Металлы относятся к одной группе химических элементов. Общие свойства металлов: высокие тепло– и электропроводность, ковкость и обрабатываемость, большая механическая выносливость и твердость. Металлы отличаются большим или меньшим блеском, а также непрозрачностью. Химически чистые металлы в промышленности используются редко. Чаще используются технически чистые металлы, содержащие кроме основного металла определенное количество небольших добавок других элементов. Этим они отличаются от химически чистых металлов. В большинстве случаев используются сплавы металлов. Металлы, встречающиеся в природе в химически чистом виде (золото, серебро), называются благородными металлами. Химические соединения металлов, встречающиеся в земной коре, называются металлическими рудами (медные, цинковые, железные руды и т. д.). Сплавы металлов получают из разных металлов путем их соединения в расплавленном состоянии. Кислород – это бесцветный газ без вкуса и запаха. Один литр кислорода под давлением в 1 атмосферу и температуре 0 °C весит 1,429 г. Кислород, необходимый для существования различных форм жизни на земле, участвует в химических процессах, образуя химические соединения. Используется для поддержания процессов горения. К основному сырью для получения металлов относятся железные, медные, цинковые, оловянные, свинцовые, алюминиевые и другие руды, сера, уголь, нефть, древесина и другие материалы. Удельный вес железа – 7,86 г/см3. 3.2. Получение чугунов и их разновидностей Чугун – это сплав железа с углеродом, количество которого составляет от 2 до 3,6 %. Кроме того, в чугуне имеются примеси кремния, марганца, фосфора и серы. Легированный чугун – это чугун, в состав которого входят специальные добавки, такие как хром, никель и молибден. Легированный чугун отличается высокой коррозионной стойкостью и жаропрочностью, а также имеет хорошие механические свойства. Для процессов плавки применяются несколько видов топлива: газообразное, твердое и жидкое. Топлива могут быть естественными и искусственными. К газообразному естественному топливу относится природный, добываемый из земных недр газ, к газообразному искусственному – генераторный газ, ацетилен, светильный газ и др. К твердому естественному топливу относятся каменный уголь, бурый уголь, торф и древесина, а к твердому искусственному – кокс, брикеты и древесный уголь. К жидкому естественному топливу относится нефть, а к жидкому искусственному – продукты перегонки нефти: соляровое масло, керосин, бензин и др. Доменная печь – это шахтная печь для выплавки чугуна из железной руды, в которой исходные материалы для плавки перемешаны и постепенно опускаются навстречу поднимающимся горячим газам. Входящие в шихту исходные материалы – руда, топливо и флюсы – загружаются сверху через загрузочное устройство в колошник доменной печи, а нагретый воздух через фурмы подается в нижнюю цилиндрическую часть печи – горн. Получающийся в результате восстановления руды в доменной печи чугун и шлак скапливаются в металлопри-емнике нижней части горна, образуя вследствие разницы удельных весов два слоя (чугун – нижний, шлак – верхний), которые периодически выпускаются через специальные отверстия – чугунную и шлаковую лётки. Внутри печь выложена огнеупорным кирпичом. Загрузка доменной печи производится сверху, слив чугуна и шлака – через нижнюю часть доменной печи. Доменная печь загружается железной рудой, топливом (коксом) и флюсом (известняком). К основным железным рудам относятся: магнетит (магнитный железняк), содержащий 55–65 % железа, гематит (красный железняк) – 55–58 % железа, лимонит – 35–55 % железа, гетит – 25–39 % железа, а также железный шпат, содержащий до 48 % железа. Обогащением руд называется удаление из железной руды различных примесей горных пород и других загрязнений. Обогащение руды можно производить механическим и магнитным способами. Доменный процесс – это процесс получения чугуна из руды в доменных печах. В результате многочисленных физических изменений и химических реакций, происходящих под воздействием высоких температур в доменной печи, из руды получается чугун. Этот процесс протекает при температуре в нижней части доменной печи (в горне) 1700 °C и в верхней части (в колошнике) – 550 °C. Основным продуктом доменного производства является чугун, побочными – доменный шлак, доменный газ и колошниковая пыль. В доменной печи получают белый (передельный) и серый (литейный) чугуны. Содержание углерода в чугуне 2–3,6 %. Белый чугун – твердый и хрупкий материал. Поэтому его механическая обработка затруднена. Это передельный чугун, используемый для получения стали и ковкого чугуна. В небольших количествах белый чугун используется для литья дорожных катков, где большое значение имеет твердость и отсутствует ударная нагрузка. Так как белый чугун содержит карбид железа, то на изломе он имеет белую окраску. Серый чугун (литейный) из-за малой усадки при литье и хорошей текучести применяется для литья. Серый чугун характеризуется большой прочностью на сжатие, однако плохо сопротивляется ударам. Его нельзя подвергать растяжению, скручиванию и гибке. В отличие от белого чугуна, серый чугун мягкий и хорошо обрабатывается. В зависимости от условий и режима плавки получают белый или серый чугуны. К химическим элементам, которые входят в состав чугуна и оказывают влияние на его свойства, относятся: сера – ухудшает текучесть и вызывает плохое заполнение форм, тормозит выделение графита, повышая из-за этого твердость чугуна; фосфор – дополнительно снижает текучесть чугуна, тормозит растворение цементита в железе, повышая твердость и хрупкость чугуна; кремний – интенсифицирует разложение цементита в чугуне и освобождение графита (при получении в доменной печи серого чугуна), улучшает литейные свойства и повышает мягкость чугуна; марганец – способствует образованию белого чугуна, причем незначительный процент марганца в сером чугуне увеличивает его механическую выносливость, а в общем способствует удалению серы из чугуна. 3.3. Получение стали, ее сорта и маркировка Сталью называют сложный сплав железа с углеродом и другими элементами, в котором количество углерода составляет от 0,05 до 2 %. Литой сталью называют литейный (льющийся в формы) сплав железа с углеродом и другими элементами, в котором количество углерода составляет от 0,1 до 0,6 %. Стальное литье должно быть подвергнуто термической обработке. По способу получения различают: сталь мартеновскую (основную и кислую); сталь бессемеровскую; сталь томасовскую и электросталь. В зависимости от способа получения стали она выплавляется в мартеновских печах, бессемеровских конвертерах или электрических печах. Полученный в доменной печи чугун отливают в формы, в которых получают слитки, называемые чушками. Чугунные чушки после их остывания перевозят в сталеплавильный цех и подвергают дальнейшей обработке. Свойства выплавленного в доменных печах чугуна, а также технологический процесс получения определенного сорта стали определяют выбор способа получения стали (например, мартеновский, бессемеровский и др.). Полученную в плавильной печи сталь заливают в формы, называемые изложницами. Остывшая в изложницах сталь называется слитком. В прокатном цехе слитки подвергаются пластической холодной или горячей обработке. В результате такой обработки, а также в результате обработки резанием получают разного рода полуфабрикаты и готовые изделия. Литейные чугуны для изготовления из них заготовок деталей переплавляют в плавильных печах, называемых вагранками. Отливку производят в земляные или металлические формы – кокили. Все выплавляемые стали делятся на две принципиальные группы: углеродистые и легированные. Углеродистая сталь в зависимости от ее назначения подразделяется на конструкционную, инструментальную и специальную с особыми свойствами. В свою очередь, в зависимости от технологических и конструктивных особенностей эти стали подразделяются на несколько видов и групп. Легированная конструкционная сталь подразделяется на низколегированную (до 2,5 % легирующих элементов), среднелегированную (2,5–6 % легирующих элементов), высоколегированную (свыше 6 % легирующих элементов), литейную. По качеству они подразделяются на качественную, высококачественную и особо высококачественную. Легированные инструментальные стали и сплавы подразделяются на стали и сплавы для режущего и мерительного инструмента (для холодной обработки металлов резанием), быстрорежущие стали, легированные инструментальные стали для холодной и горячей обработки металлов давлением и твердые сплавы. К легированным сталям с особыми физико-механическими свойствами относятся стали с магнитными свойствами, рессорно-пружин-ные, проволочно-пружинные, коррозионно-стойкие, жаропрочные, жаростойкие, износостойкие, шарикоподшипниковые, литейные и ряд других. Характеристики легированных инструментальных сталей приведены в табл. 20. Быстрорежущей сталью является легированная инструментальная сталь. Ее используют для инструмента, работающего при больших скоростях резания, резьбонарезного инструмента и инструмента, работающего при относительно высоких температурах. Быстрорежущая сталь обозначается буквой Р. Например, Р9 обозначает, что быстрорежущая сталь имеет 8,5–10 % основного ее легирующего элемента – вольфрама; марка Р6М5 означает, что быстрорежущая сталь имеет вольфрама 5,5–6,5 % и молибдена 5,0–5,5 % и т. д. Некоторые данные по быстрорежущим сталям приведены в табл. 21. Углеродистая инструментальная сталь – это сложный сплав углерода (от 0,65 до 1,35 %) с железом, марганцем и кремнием. Обозначается буквой У, причем буква У перед цифрой говорит о том, что она углеродистая, а цифра указывает количество углерода в стали. Буква А после цифры обозначает, что сталь высококачественная. Например, У9А – это высококачественная углеродистая сталь с содержанием углерода 0,85–0,94 %. Основные данные по углеродистым инструментальным сталям приведены в табл. 22. Таблица 20Характеристики и назначение инструментальной легированной стали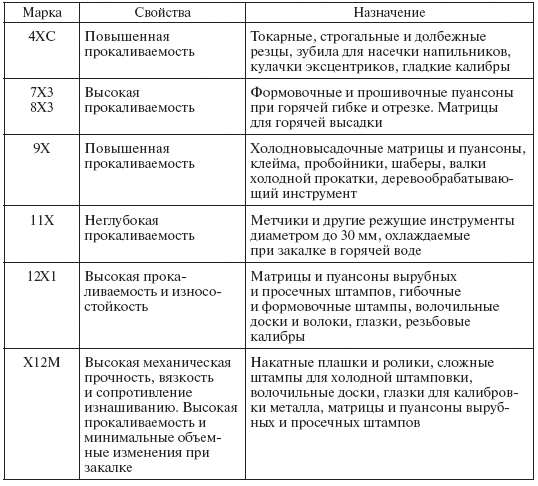 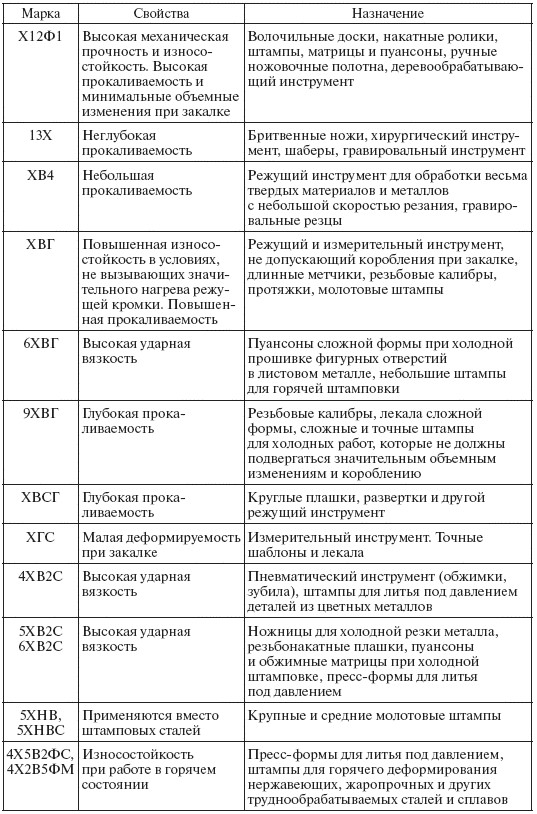 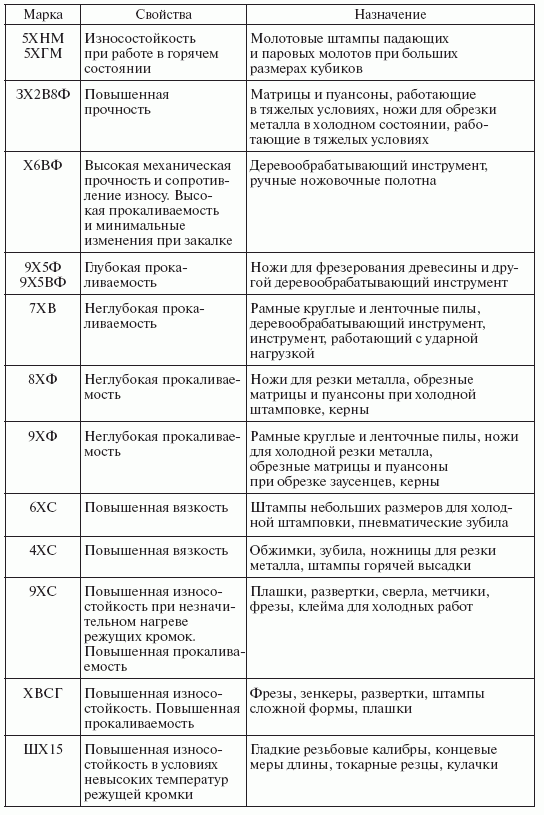 Таблица 21Характеристика, химический состав и назначение основных быстрорежущих сталей Таблица 21Характеристика, химический состав и назначение основных быстрорежущих сталей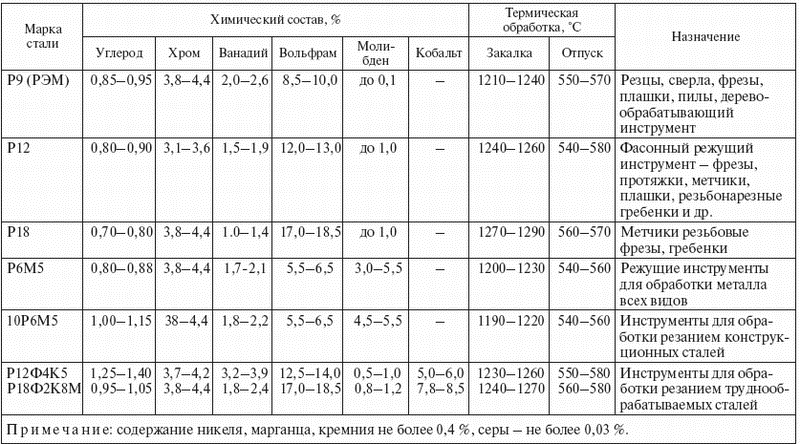 Таблица 22Характеристика, химический состав и назначение основных инструментальных углеродистых сталей 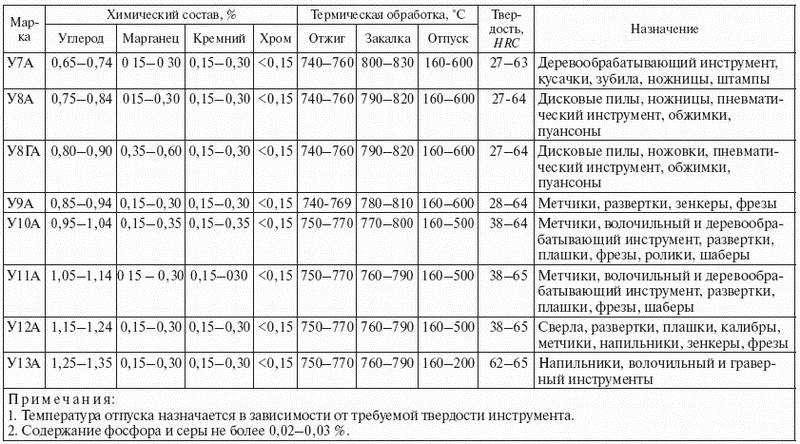 Конструкционные углеродистые стали обозначаются буквами Ст и подразделяются на три группы: А Б и В. Буквы Б и В, означающие группу стали, ставятся перед обозначением Ст. Группа А в обозначении не ставится.Каждая группа сталей имеет семь марок – от 0 до 6. Сталь всех групп с номерами марок 1, 2, 3 и 4 по степени раскисления изготавливается кипящей (кп), полуспокойной (пс) и спокойной (сп), с номерами 5 и 6 – полуспокойной и спокойной. Стали СтО и БСтО по степени раскисления не разделяются. Примеры определения сортов стали по маркировке: Ст3пс – углеродистая конструкционная сталь обыкновенного качества группы А, полуспокойная, с содержанием углерода 0,14–0,22 %. Бст2кп – сталь обыкновенного качества группы Б, кипящая, с содержанием углерода 0,09– 0,15 %, ВСт5сп – углеродистая сталь обыкновенного качества, спокойная, с содержанием углерода 0,28–0,37 %. Стали 35.А20 и АС40 относятся к углеродистым конструкционным качественным, повышенной и высокой обрабатываемости сталям. Сталь 35 относится к качественной конструкционной стали, А20 и АС40 – к конструкционным сталям повышенной и высокой обрабатываемости. В марке стали двухзначное число обозначает содержание углерода в сотых долях процента. Буква А обозначает повышенную или высокую обрабатываемость стали. Сталь АС40 – это углеродистая свинцо-восодержащая сталь. Определение сорта и химического состава стали может производиться по цвету краски закрашенного торца металла, химическим анализом стали или с помощью искровой пробы. В слесарном деле чаще всего сорт стали определяется на основании искровой пробы на наждачном точиле. Так, мягкая малоуглеродистая сталь с содержанием углерода 0,1–0,16 % дает светло-желтые ровные световые линии и продолговатые каплеобразные искры. Углеродистая сталь с содержанием углерода 0,5 % дает светло-желтые разветвляющиеся световые полосы с редким образованием маленьких звездочек. Углеродистая инструментальная сталь с содержанием углерода 0,9 % дает светло-желтые искры с многочисленными лучистыми звездочками, а с содержанием углерода 1,2 % – яркие пучки искр, состоящие из светло-желтых, часто разветвляющихся звездочек. При искровой пробе марганцовистой стали с содержанием марганца 10–14 % получаются бело-желтые яркие пучки лучей, сильно разветвляющихся перпендикулярно к линиям искр. Быстрорежущая сталь, имеющая 10 % вольфрама, 4 % хрома и 0,7 % углерода, дает темно-красные прерывистые линии искр, разветвляющиеся на более светлые звездочки. Вольфрамовая сталь (1,3 % вольфрама) – отдельные темно-красные линии искр, разделяющиеся на более светлые желтые звездочки. Кремнистая сталь – длинные светло-желтые световые линии, оканчивающиеся каплями разделяющихся на пучки светло-желтых искр. Хромистая сталь – темно-желтый световой пучок, разделяющийся красноватыми линиями искр с шарообразными концами. Хромоникелевые конструкционные стали с содержанием 3–4 % никеля и 1 % хрома – желтые продолговатые каплеобразные линии искр с разделяющимися пучками шипов. Продукция металлургического производства бывает, как правило, представлена в следующих видах (рис. 36): прутки круглого шестигранного и квадратного сечений, равносторонние и неравносторонние угольники, швеллеры, двутавры, полосовое железо, стальная лента, листовой тонкий и толстый металл, а также ряд специальных профилей (рельсы и др.). 3.4. Твердые сплавы 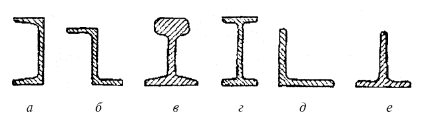 Виды продукции металлургического производства:а – швеллер; б – зетовое железо; в – железнодорожные рельсы; г – двутавр; д – угольник; е – тавр Виды продукции металлургического производства:а – швеллер; б – зетовое железо; в – железнодорожные рельсы; г – двутавр; д – угольник; е – таврТвердыми сплавами называются материалы, характеризующиеся высокими физико-механическими свойствами: твердостью, износостойкостью и теплостойкостью. Они способны сохранять свою твердость до температуры 900–1000 °C. По способу производства твердые сплавы подразделяются на спекаемые, литые и порошкообразные. Наибольшее распространение получили спекаемые твердые металлокерамические сплавы из карбидов вольфрама и титана. Для изготовления режущего инструмента широко применяются металлокерамические твердые сплавы, получаемые методами спекания карбидов вольфрама и титана со связующей составляющей – кобальтом или, в некоторых случаях, с танталом. По составу металлокерамические твердые сплавы разделяются на три группы: однокарбидные вольфрамовые ВК, двухкарбидные тита-новольфрамовые ТК, титано-танталовольфрамовые ТТК. К однокарбидным вольфрамовым сплавам относятся 14 марок. Деление этих марок производится в зависимости от содержания карбида вольфрама и кобальта. Так, в сплаве ВК3 содержится 3 % кобальта и 97 % карбида вольфрама, в сплаве ВК8 – 8 % кобальта и 92 % карбида вольфрама и т. д. К титановольфрамовой группе относятся пять сплавов. Они маркируются в зависимости от содержания карбида титана и кобальта. Так, в сплаве марки Т30К4 содержится 30 % карбида титана, 4 % кобальта, остальное – карбид вольфрама. К титанотанталовольфрамовой группе относятся два сплава, маркируемые в зависимости от содержания в них карбидов титана и тантала, а также кобальта. Так, в марке ТТ7К12 содержится 7 % карбидов титана и тантала, 12 % кобальта и 81 % карбида вольфрама. Металлокерамические твердые сплавы изготавливаются прессованием порошков карбидов вольфрама, титана и тантала с порошком кобальта с последующим спеканием спрессованных пластин при высокой температуре. Режущий инструмент изготавливается способами напайки, сварки, пайки, литья или путем механического крепления твердосплавных пластин к державкам инструмента. Литые твердые сплавы представляют собой сплавы, полученные из шихты, в состав которой входят кобальт, хром, вольфрам, кокс (древесный уголь), битое стекло. К литым сплавам относятся стеллиты и стеллитоподобные сплавы – сормайты. Стеллиты В2К и ВЗК, характеризуемые высокой твердостью, антикоррозионной стойкостью и низким коэффициентом трения, применяются для повышения износостойкости деталей путем их наплавки. Сормайт – это наплавочный литой сплав на основе железа (55–67 %), хрома (25–31 %) и никеля (3–5 %). Характеризуется высокими износостойкостью, коррозионной стойкостью, жаропрочностью и стойкостью. К порошкообразным твердым сплавам относится сталинит, в состав которого входят порошки феррохрома, ферромарганца, чугунной стружки и кокса. Заменителем является вокар (смесь вольфрама и углерода). Минералокерамический материал – это в основном режущий материал в виде пластин трехгранной, четырехгранной, пятигранной и круглой формы, получаемый путем прессования порошкообразной окиси алюминия Аl2,О3 другими веществами и последующего отжига отформированной заготовки. Наибольшее применение получил минералокерамический материал микролит ЦМ-332, обладающий высокими твердостью (HRC 90–95) теплостойкостью (до 1200 °C) и износостойкостью, высокой химической стойкостью и относительно хорошими прочностными свойствами. Он эффективно используется при получистовой и чистовой обработке стали и чугуна, а также при обработке неметаллических материалов, цветных металлов и их сплавов. 3.5. Цветные металлы и их сплавы Цветные металлы и их сплавы характеризуются высокой сопротивляемостью коррозии, большой пластичностью, вязкостью, хорошей обрабатываемостью, высокой электро– и теплопроводностью. К цветным металлам, наиболее широко применяемым в промышленности, относятся медь, алюминий, хром, олово, цинк, магний, вольфрам, молибден, никель, свинец, титан, серебро, золото, платина и др. К сплавам цветных металлов относятся: медные сплавы (латунь, бронза и др.); алюминиевые сплавы (дюралюминий, силумин и др.); магниевые сплавы; титановые сплавы; свинцово-оловянистые сплавы и др. Баббит – это легкоплавкий подшипниковый сплав с содержанием 80–90 % олова, 4–13 % сурьмы, 3–6 % меди, а также свинца, кальция, никеля, мышьяка, кадмия, теллура, железа и др. Температура плавления 232–350 °C, температура литья 450–550 °C. Баббиты подразделяются на высокооловянистые, обозначаемые буквой В, малооловянистые – БН, БТ и безоловянистые, обозначаемые БК (свинцово-кальцие-натриевые сплавы). Баббиты отличаются высокой износостойкостью, прирабатывае-мостью, пластичностью, малым коэффициентом трения и хорошей обрабатываемостью. Латунь – это сплав меди (45–80 %) с цинком (от 3 до 50 %), а также с другими элементами: алюминием, оловом, свинцом, железом, никелем и др. Плотность латуни 8,3–8,5 г/см3, температура плавления 890–1000 °C. В зависимости от технологических свойств латуни подразделяются на литейные и обрабатываемые давлением. Они обладают хорошей прочностью, пластичностью, антифрикционными и антикоррозионными свойствами. Высокими механическими, антикоррозионными и литейными свойствами обладает томпак – латунь, содержащая не более 22 % цинка и не менее 61 % меди. Латунь обозначается буквой Л. В маркировке латуни буквы обозначают химические элементы, входящие в сплав, первые две цифры, стоящие за буквами, указывают содержание меди, а цифры, отделенные дефисом, – среднее содержание легирующих элементов в процентах в порядке, соответствующем буквам. Так, латунь марки ЛКС80-3-3 содержит 79–81 % меди, 10,5–16,5 % цинка, 2,5–4,5 % кремния, 2–4 % свинца. Латунь широко применяется в промышленности. Бронза – это сплав меди с одним или несколькими химическими элементами: оловом, свинцом, цинком, никелем, фосфором, кремнием, марганцем, алюминием, железом. Плотность бронзы 7,5–9,3 г/см3, температура плавления 940–1093 °C. Используется в качестве материала для деталей машин, арматуры, подвергающихся трению, атмосферному воздействию, а также действию слабых кислот и т. д. Бронзы характеризуются высокими механическими, литейными, антифрикционными и антикоррозионными свойствами. В зависимости от состава различают бронзы: оловянистые, применяемые для вкладышей подшипников и арматуры; алюминиевые (6–11,5 % алюминия), применяемые для фасонного литья и лент; кремнистые (1–3,5 % кремния); марганцовистые (4,5–5,5 % марганца); свинцовые (30–60 % свинца), применяемые для подшипников скольжения; бериллиевые (2 % бериллия), применяемые для пружин и износостойких деталей; медно-титановые (5 % титана) и др. Бронзы хорошо обрабатываются и отливаются. Бронзы обозначаются буквами Бр и другими буквами (аналогично латуни), указывающими элементы, входящие в их состав, и цифрами, показывающими соответственно среднее содержание этих элементов в процентах. Так, бронза марки БрАЖМц 10-3-1,5 содержит 9,5–10,5 % алюминия, 2,5–3,5 % железа, 1–2 % марганца, остальное – медь. В группу благородных металлов входят золото, платина, серебро. При нормальной комнатной температуре в жидком состоянии находится ртуть. Плотность ртути – 13,5 г/см3, температура кипения – 357 °C, затвердевания – 38,9 °C. Олово получают из оловянной руды, называемой касситеритом. Олово имеет серебристую окраску. Плотность – 7,3 г/см3, температура плавления – 232 °C. Это мягкий, пластичный и легко поддающийся литью металл. Плохо сохраняется при низкой температуре, а оставаясь при такой температуре длительное время, переходит в свою разновидность – серое олово, которое при непосредственном соприкосновении с белым оловом вызывает его разложение. Характерным для чистого олова является хруст при изгибе и разломе. Олово находит широкое применение при лужении и пайке, а также как компонент технических сплавов для подшипников, припоев и других целей. Медь получают из медных руд, таких как халькоперит (медный колчедан), борнит, халькозин (медный блеск), ковеллин, малахит и азурит. Дальнейшей электролитической обработкой черной меди получают чистую медь. Цвет меди – красноватый. Плотность – 8,9 г/см3, температура плавления –1083 °C. Медь хорошо поддается холодной пластической обработке, штамповке, горячей ковке. Во время холодной пластической обработки несколько повышает свою твердость. Отличается хорошей тепло– и электропроводностью. Под влиянием влаги быстро окисляется, покрываясь зеленым налетом. Широко используется в электротехнической промышленности, для изготовления художественных изделий, в гальванопластике и для металлопокрытий. Медь входит также в состав многих сплавов. Медь можно паять, сваривать с предварительным подогревом, под давлением. Вольфрам – это металл, имеющий самую высокую температуру плавления (3390 °C). Плотность вольфрама равна плотности золота и составляет 19,3 г/см3. 3.6. Литейное производство Плавкой называется превращение твердого металла, металлических (чугунных) чушек и шихтовых материалов в жидкий металл. Металлом в жидком виде заполняются литейные формы, которые после затвердевания жидкого металла придают ему определенную форму. Формы служат для заливки жидкого металла. Они имеют внутреннюю полость, соответствующую внешним формам отливаемой детали. Постоянные формы выполняются из металла и называются кокилями. Временные формы изготавливаются путем оттиска формы модели в формовочной массе (земляной или песчаной смеси). Модели выполняются из дерева, гипса, цемента, воска или металла. Деревянные, гипсовые и цементные модели покрывают лаком для их лучшего сохранения и защиты от влаги. Стержень – это отформованная песчаная масса, которая вставляется в литейную форму с целью получения в отливке пространства, не залитого металлом. Различают формовку (получение формы для заливки) в землю, в опоки и без опок. Формовка в опоки и без опок производится в две полуформы (верхнюю и нижнюю), между которыми во время формовки устанавливают подмодельную плиту. Формовочный и заливочный процесс подразделяется на следующие основные операции: изготовление моделей; приготовление формовочных и стержневых смесей, формовка литейных форм и стержней; сушка стержней; сборка форм (опок) с постановкой стержней; плавка металла; заливка форм жидким металлом, охлаждение форм; выбивка земли и стержневой смеси; очистка отливки и отрезка литников; термическая обработка, контроль и исправление дефектов литья. В настоящее время существуют следующие способы отливки: отливка в земляные формы; отливка в металлические формы (в кокили, пресс-формы); отливка в жидкотвердеющие смеси; отливка в стержни; отливка в корковые формы; отливка по выплавляемым моделям; электрошлаковая отливка; отливка под давлением; отливка методом выжимания и ряд других. Вагранка – это шахтная печь, выложенная изнутри огнеупорным шамотным кирпичом, которая служит для получения жидкого чугуна путем переплавки шихты. Шихта состоит из литейного чугуна в виде чушек, чугунного лома, стального лома, кокса и флюсов. Она засыпается в вагранку слоями поочередно. Цветные металлы плавятся в электрических, пламенных печах или тиглях. Усадкой литья называется уменьшение размеров отливки во время остывания металла. Усадка вызывает напряжения в твердеющем металле, которые ослабляют отливку и часто вызывают трещины, а также способствуют образованию усадочных раковин и рыхлостей в металле. Наибольшую усадку (линейную) имеет стальное литье (1,6–2,0 %), а наименьшую – сплавы легких цветных металлов (0,5–1,0 %). Во время разливки металла в формы в отливке могут появиться различные дефекты: трещины, недолив, усадочные раковины, частицы размытой формовочной смеси, шлаковые включения, газовые раковины и пузыри и др. 3.7. Коррозия металлов Коррозией металла называется разрушение его поверхности, вызываемое химическими или электрохимическими процессами под воздействием окружающей среды. По характеру коррозионной среды, воздействующей на поверхность металлов и их сплавов, коррозия подразделяется на атмосферную, подводную, подземную, водородную, кислородную, газовую, электрохимическую, химическую и микрокоррозию. Различаются следующие виды коррозии: поверхностная, точечная, селективная (избирательная), частичная и межкристаллитная. Самым простым способом предохранения металла от коррозии является покрытие его поверхности антикоррозионным смазочным составом. К другим способам предохранения металлов от коррозии относятся: легирование металлов, покрытие поверхности лаками и красками, эмалирование, металлизация напылением на поверхность в горячем состоянии труднокорродируемых металлов, горячее цинкование и лужение, свинцевание, химическое или электролитическое нанесение на поверхность защитного слоя меди, хрома, никеля, алюминия, кадмия, свинца и др. К защитным покрытиям относятся: оксидирование, плакирование, алитирование, силицирование, хромирование при высоких температурах, гумирование (покрытие слоем резины) и ряд других. Перед выполнением операций по предохранению от коррозии указанными выше способами необходимо хорошо очистить поверхность металла от окислов, следов коррозии, грязи и жиров. После очистки поверхность должна быть тщательно промыта и просушена. 3.8. Неметаллические материалы К неметаллическим материалам, широко применяемым в промышленности, относятся синтетические, искусственные и естественные природные неметаллические материалы: пластмассы, естественные и искусственные резины, эбониты, текстолиты, абразивные и лакокрасочные материалы, клеи, смазки, масла и другие материалы. Пластмассы – это соединения нескольких органических и неорганических материалов, состоящие из связующего вещества и наполнителя. Основной частью пластических масс являются полимеры, состоящие из очень крупных молекул, отчего эти материалы часто называются полимерными. Полимерные материалы характеризуются низкой плотностью, высокой химической стойкостью, износостойкостью, большой ударной прочностью, штампуемостью, хорошей обрабатываемостью, вязкостью, пластичностью и диэлектрическими свойствами. В зависимости от строения молекул пластические массы подразделяются на термореактивные и термопластичные. Особую группу составляют газонаполненные пластмассы. Органические и неорганические наполнители могут быть трех видов: порошкообразные, волокнистые и слоистые. К пластмассам относятся: гетинакс, текстолит, асбопласты, древесные слоистые пластики, стеклопластики, целлулоид, винипласт, фторопласт, полиэтилен, полиамид, капрон, нейлон и др. Искусственные материалы находят применение в разных отраслях промышленности, при производстве бытовой техники, посуды, емкостей, игрушек и т. д. Во многих случаях они заменяют железо, цветные металлы и их сплавы, стекло, дерево. Большое распространение искусственные материалы получили благодаря значительной механической прочности и выносливости, сопротивляемости коррозии и износу, возможности получения изделий сложной формы без обработки резанием, хорошей обрабатываемости, диэлектрическим свойствам, а также приятному и эстетичному наружному виду изделий. К недостаткам пластических масс следует отнести их сравнительно быстрое старение и потерю прочности. 3.9. Смазывающие и охлаждающие вещества Смазкой называется жидкое или твердое вещество, уменьшающее трение в подвижных соединениях деталей машин и защищающее поверхность металлических изделий от коррозии. Жидкая смазка в ряде случаев выполняет функцию отвода тепла от трущихся частей. Смазки делятся на три основные группы: растительные, животные и минеральные. Кроме того, смазки подразделяются на твердые, консистентные и жидкие. В качестве твердых смазочных материалов используются графит, двухсернистый молибден, которые применяются как в размельченном состоянии, так и в виде паст, приготовленных на минеральных маслах. Консистентные смазки представляют собой густое мазеподобное вещество, состоящее из минеральных масел с примесью специальных мыл. К таким смазкам относятся солидол, консталин (жировой и синтетический), приборная смазка АФ-70, универсальная низкоплавкая смазка УН (технический вазелин), консервационная смазка ЦИАТИМ-215 и др. К жидким маслам относятся: растительные (льняное, касторовое, хлопковое и др.); животные (рыбий жир, животное масло, сало; последние два могут относиться и к консистентным смазкам); минеральные – продукты переработки нефти (индустриальное, автомобильное, авиационное, трансмиссионное, цилиндровое, турбинное, трансформаторное и др.). Последние обладают большей стойкостью к воздействию кислорода и температуры, чем растительные и животные масла. Наибольшее распространение в машиностроении имеют жидкие и консистентные смазки на минеральной основе. Смазка должна обладать следующими свойствами: малым коэффициентом трения, большой вязкостью, адгезией, сопротивляемостью воздействию тепла и кислорода воздуха, низкой температурой затвердевания, высокой температурой воспламенения, большой теплоемкостью, малым корродирующим действием. Смазки не должны содержать механических и химических примесей, вредно влияющих на трущиеся поверхности. 3.10. Абразивные и вспомогательные материалы Абразивными материалами называются твердые неметаллические материалы, которые применяются при обработке резанием металлов и материалов. Они обладают высокой твердостью и имеют достаточно острые режущие кромки и грани. Различают две группы абразивных материалов: природные и искусственные. Абразивные материалы делятся на шлифзерно, шлиф-порошки, микропорошки и тонкие микропорошки. Из абразивных материалов изготовляются всевозможного рода абразивные круги, бруски, абразивные шкурки и ленты, порошки и пасты. Абразивные круги, с помощью которых выполняются шлифование и заточка, могут быть изготовлены из природных или искусственных абразивных материалов. К природным абразивным материалам относятся: корунд, наждак и естественный алмаз. К искусственным абразивным материалам относятся: электрокорунд, карборунд (карбид кремния), карбид бора, синтетические алмазы, кубанит (кубический нитрид бора), эльбор, славутич и др. В качестве связки при изготовлении абразивных кругов и брусков применяются керамические, бакелитовые, вулканитовые, металлические и другие связки. Каждый абразивный материал характеризуется зернистостью, твердостью, механической прочностью и абразивной способностью. По зернистости абразивный материал разделяется на 28 номеров. Зернистость шлифзерна и шлифпорошков определяется в сотых долях миллиметра, а микропорошков – в микрометрах. Установлены следующие показатели зернистости: шлифзерно – 200, 160, 125, 100, 80, 63, 50, 40, 32, 25, 20, 16; шлифпорошки – 12, 10, 8, 6, 5, 4, 3; микропорошки – М63, М50, М40, М28, М20, М14; тонкие микропорошки – М10, М7, М5. По твердости абразивные круги и бруски маркируются следующим образом: мягкие – М (М1, М21, МЗ), среднемягкие – CM (CM1 и СМ2); средние – С (С1 и С2); среднетвердые – СТ (СТ1, СТ2 и СТЗ); твердые – Т (Т1 и Т2); весьма твердые – ВТ (ВТ1 и ВТ2); чрезвычайно твердые – ЧТ (ЧТ1 и ЧТ2). Каждый абразивный круг имеет клеймо, в котором указывается абразивный материал, твердость, зернистость и максимальная скорость вращения, а также клеймо предприятия-изготовителя. Твердость абразивного круга определяется твердостью связующего материала. Номер абразивного круга указывает на его зернистость. Чем больше номер, тем выше зернистость (больше диаметр зерна). Вспомогательными материалами называются материалы, которые непосредственно не входят в изделие. К ним относятся всевозможного рода моющие и очищающие вещества, охлаждающие жидкости, краски, лаки, масла, смазки, клей, фетр, резина, кислоты, щелочи и др. К вспомогательным материалам относятся также ветошь и тряпки, применяемые в слесарном деле. |
|
|||
|
Главная | Контакты | Прислать материал | Добавить в избранное | Сообщить об ошибке |
||||
|
|
||||