|
||||
|
Раздел второй СТОЛЯРНЫЕ РАБОТЫ Глава 1 ИЗГОТОВЛЕНИЕ СТОЛЯРНО-СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ И ДЕРЕВЯННЫХ КОНСТРУКЦИЙ НА ДЕРЕВООБРАБАТЫВАЮЩИХ ПРЕДПРИЯТИЯХ 1. Изготовление оконных блоков Изготовление оконных блоков с раздельными переплетами. Для производства элементов оконных блоков предусмотрено использование линий по раскрою пиломатериалов, обработке брусков, зачистке поверхностей и обработке по периметру кромок оконных створок. Линия ОК507 предназначена для раскроя необрезных пиломатериалов на заготовки для брусков створок оконных блоков. Приемным роликовым конвейером штабель пиломатериалов подается к наклонному лифту, который поворачивается под углом 45°. Сверху доски поочередно сходят на цепи конвейера, а затем на роликовый конвейер, при этом после освобождения ряда досок под наклоном лифта прокладки соскальзывают на ленточный конвейер, который подает их в накопитель. Двухцепным наклонным конвейером прокладки выносятся из накопителя в специальный конвейер. Доска, попавшая на роликовый конвейер, передается к круглопильному станку, на котором производится предварительный поперечный раскрой с вырезом дефектов. При раскрое необходимо в первую очередь получить наиболее длинные заготовки, так как короткие получаются попутно. Полученный после раскроя отрезок доски сбрасывается на поперечный ленточный конвейер, откуда он поступает на приемный стол станка. Полученные в результате раскроя бруски попадают на транспортное устройство, с которого бруски створок отбираются рабочими для торцовки на станках, а немерные бруски и отходы (рейки) подаются к агрегату для деления отходов на отрезки. На линии можно обрабатывать доски длиной до 6 500 мм, шириной 60–400 мм, толщиной 50–63 мм и заготовки длиной 310–2140 мм, шириной 47–70 мм и толщиной 50–63 мм. Производительность линии 21 м/мин. В процессе изготовления деталей окон систематически проверяют влажность пиломатериалов малогабаритным электронным влагомером ЭВА-5М (рис. 107). После раскроя заготовки подвергают профильной обработке путем фрезерования на линии ОК508 (рис. 108). На этой линии можно обрабатывать бруски длиной 380–2220 мм, шириной 40–42 мм, толщиной 38–61 мм. Производительность линии 900 шт/ч при длине брусков до 1,4 м и 450 шт/ч – более 1,4 м. Рабочий с пульта управления укладывает заготовки на ремни питателя, которыми они подаются вплотную к линейке на передний стол фуговально-фрезерного станка. Зарезка шипов у брусков и сборка створок производятся на линии ОК509, в которую входят два шипорезных станка, сборочный, долбежный и клеенаносящий станки, подъемный стол и др. Собранные створки по наружному периметру обрабатываются на линии ОК511-2, состоящей из станков для обработки продольных и поперечных кромок. На линии можно обрабатывать створки длиной 695–2310 мм, шириной 342–1280 мм, толщиной 38–61 мм. Производительность линии 135 створок в час. На тех предприятиях, где нет линий, пиломатериалы раскраивают по длине на заданный размер на круглопильных станках ЦПА-40, а по ширине – на круглопильных станках ЦДКА-3. При поперечном раскрое к заданному размеру добавляют припуск на дальнейшую торцовку. Брусковые детали обрабатывают следующим образом: пласты и кромки у покоробленных брусков фугуют на фуговальном станке; детали оконных переплетов фрезеруют на четырехстороннем продольно-фрезерном станке. Сучки заделывают после обработки деталей с учетом того, что после фрезерования лучше видны дефектные места. На отдельных предприятиях сучки заделывают до обработки – в результате деталь получается более чистой, так как пробки зачищают в процессе обработки деталей на продольно-фрезерном станке.  Рис. 107. Малогабаритный электронный влагомер ЭВА-5М: 1 – электронно-измерительное устройство; 2 – трехигольчатый реобразователь  Рис. 108. Схема линии ОК508 для профильной обработки брусков створок: 1 – пульт управления линии; 2 – фуговально-фрезерный станок; 3 – питатель Горизонтальные бруски створок заготовляют обычно кратными по длине либо получают после переработки отбракованных вертикальных брусков створок. При наличии на предприятии четырехстороннего продольно-фрезерного станка с пятью ножевыми валами бруски обвязки переплетов, отливов, нательники можно изготовлять в кратных размерах по ширине, чтобы обрабатывать на станке одновременно по два бруска и, установив строгальную пилу на пятом горизонтальном валу, разрезать их. Нащельники, отливы и раскладки по стеклу торцуют в размер на «ус» на круглопильном станке или на специальном станке для усования. Чтобы избежать образования сколов или трещин в нащельниках (при креплении шурупами), надо заранее выбирать отверстия с раззенковкой, причем диаметр отверстий должен быть меньше диаметра шурупа на величину резьбы.  Рис. 109. Приспособление для одновременного высверливания двух отверстий под нагели: 1 – рама каркаса; 2 – тележка; 3, 4 – кронштейны; 5 – направляющие стаканы; 6 – рычаг; 7 – электросверлильные машины; 8 – опорная траверса; 9 – шток; 10 – швеллер На бруски оконных коробок пиломатериалы раскраивают на линии либо на позиционных станках, после чего их там же обрабатывают. Обработанные бруски створок, форточек и коробок проходят выборочный контроль и поступают на буферный склад, где их полностью укомплектовывают по размерам и назначению. Собирают оконные створки, форточки, фрамуги, коробки в сборочных станках (наймах) на клею, устанавливая в углах сопряжений заподлицо с плоскостью деревянные или металлические нагели, изготовленные из мягкого металла. Отверстия под нагели выбирают электросверлилкой либо специальным навесным приспособлением (рис. 109) сразу в двух-четырех углах створок. Приспобление состоит из металлической рамы, устанавливаемой на станке по сборке створок. К стойкам рамы крепят швеллеры, по которым перемещается тележка с расположенными на ней кронштейнами. К кронштейнам шарнирно прикреплен рычаг, с помощью которого тележка передвигается вперед и назад. К кронштейнам прикреплены направляющие стаканы, через которые проходят шторки, соединенные шарнирно с рычагом. На штоках расположена траверса с закрепленными на ней электросверлильными машинами. В зависимости от расстояния между высверливаемыми отверстиями электросверлилки могут перемещаться по траверсе. Оператор (рабочий) рычагом устанавливает электросверлилки в требуемое положение над створкой, затем опускает рычаг, и работающие электросверлилки выбирают отверстия. После этого устанавливают нагели на клею в створки, фрамуги, форточки, коробки и укладывают на подстопное место для выдержки, необходимой для схватывания клея. Перед навешиванием коробки фрамуги и створки обрабатывают по периметру для получения правильных геометрических размеров. Одновременно створки и фрамуги фальцуют для образование четвертей, необходимых для притвора. Для сборки створок длиной до 1925 мм, шириной до 740 мм и толщиной до 60 мм применяют гидравлический сборочный станок ВГО-2, на котором их собирают. Двери и оконные коробки длиной до 2360 мм, шириной до 1610 мм и толщиной до 180 мм собирают на сборочном станке ВГК-2. Сборка фрамуг и форточек длиной до 460 мм, шириной до 1290 мм и толщиной до 55 мм производится на станке ВГФ. Для сборки оконных створок больших размеров применяют станок ВГС, на котором можно собирать створки по длине до 2115 мм, ширине до 1660 мм, толщине до 55 мм. Кроме того, оконные и дверные коробки можно собрать на станке ВГК-3, где собираются коробки длиной до 2755 мм, шириной до 2966 мм, толщиной до 174 мм. Шаблон для фальцовки оконных переплетов (рис. 110, а) представляет собой деревянную рамку, собранную из фрезерованных брусков. Положение створок в шаблоне фиксируется упорами, а устойчивое положение – прижимами. Шаблон для обработки дверных полотен с двух сторон (рис. 110, б) также представляет собой раму, собранную из брусков на клеевом шиповом соединении. Шаблон для обработки оконных створок и форточек (рис. 110, в) состоит из рамки, скрепленной для большей прочности в углах металлическими угольниками. Положение створки в шаблоне фиксируют упорами. Крепятся в шаблоне створки, форточки прижимом. Обработка по периметру в этом шаблоне производится на фрезерном станке. 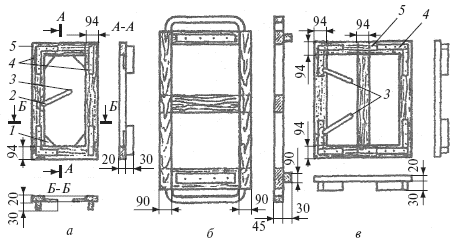 Рис. 110. Шаблоны: а – для фальцовки оконных переплетов; б – для обработки по периметру дверных полотен с двух сторон; в – для обработки оконных створок и форточек по периметру (в шаблоне укладывают правую и левую створки); 1 – угольник жесткости шаблона; 2 – ось вращения прижима; 3 – прижим; 4 – упоры; 5 – рамка При обработке создают профиль, зеркальный профилю брусков створки и горбылька, поэтому при постановке на место форточка точно подходит к профилю брусков створки и горбыльков, дополнительных работ по пригонке форточки к створке не требуется. Провесы с плоскостей створок, форточек снимают на широком рейсмусовом или трехцилиндровом шлифовальном станке. Паз под отлив выбирают на фрезерном станке, следя за чистотой обработки. Для постановки петель в створках и брусках коробок на станке с вибрационной головкой выбирают гнезда прямоугольной формы. Размеры гнезд должны соответствовать размерам петель. Форточки в створки навешивают на рабочем столе после обработки по периметру и выборке гнезд под петли. Отлив на форточке не ставят, так как в нижнем бруске форточки отлив составляет одно целое с бруском. Отлив и нащельники в наружной и внутренней створках ставят на рабочем месте до навешивания форточки в створку или после этого. Врезной отлив устанавливают на клею повышенной водостойкости и крепят шурупами либо шпильками; нащельник, прикрывающий щель, образуемую притвором створок, крепят к створке на клею и шурупами. Изготовление оконных блоков со спаренными переплетами. Оконные блоки со спаренными переплетами изготовляют в основном из спецификационного пиломатериала. Технологическим процессом предусмотрено, что раскрой пиломатериалов производится на полуавтоматической линии ОК507. При отсутствии линии пиломатериалы раскраивают по длине на круглопильных станках для поперечного раскроя ЦПА-40, а по ширине – на круглопильных станках с гусеничной подачей ЦДК4-3. Для производства деталей, оконных блоков рекомендуется использовать отходы пиломатериалов, сращивая их по длине на зубчатые соединения. Детали можно склеивать также по ширине и толщине холодным способом в сборочных станках либо на полуавтоматической линии. Поверхности, подлежащие склеиванию, предварительно профрезеровывают. Склеивают заготовки по пласти на линиях ДВ504. Склеенные бруски коробок подвергают профильной обработке на линии ОК503, состоящей из питателя, фуговального станка, рейкоотделителя, четырехстороннего продольно-фрезерного станка. На ней можно обрабатывать бруски длиной 750–2210 мм, шириной 54–143 мм и толщиной 44–74 мм; производительность линии – 460 шт/ч. Профильная обработка брусков створок осуществляется на линии ОК508, зарезка шипов в брусках коробок, обработка гнезд – на линии ОК505, а зарезка шипов и проушин в брусках створок и их сборка на линии ОК509. На одном шипорезном станке зарезают проушины в брусках, на другом – шипы. После зарезки на шипы клеенаносящим устройством наносится клей, после чего створки поступают в сборочный станок. На долбежном станке в вертикальных брусках выбираются гнезда для средних брусков. Собранные створки на подъемном столе собираются в стопу-пакет, а на механизированном складе они выдерживаются до полного схватывания клея. На линии можно изготовлять изделия длиной 690–2150 мм, шириной 300–1300 мм, толщиной 43–55 мм; производительность линии 125 шт/ч. На тех предприятиях, где нет линии, оконные створки собирают в сборочных станках. В процессе сборки переплетов на станках нужно следить за тем, чтобы створки не имели перекосов, а в сопряжениях не было неплотностей. Точность сборки проверяют шаблоном с угла на угол. Затем собранные створки обрабатывают по наружному периметру (контуру) на агрегате ОК213Р2.02, состоящем из двух станков для продольной и поперечной обработки кромок. Кромки обрабатываются фрезерными головками. В каждом станке есть узлы базирования, прижима для фиксирования створок и два подвижных суппорта. Помимо этого на станке для продольной обработки смонтирован механизм для перемещения створок. На размер обрабатываемой створки агрегаты налаживают по заданной программе, что значительно сокращает время настройки станков. Станки агрегата закрыты шумопоглощающими кабинами. На агрегате можно обрабатывать створки длиной 345–1 395 мм, шириной 295–1070 мм, толщиной 32–42 мм. Мощность электродвигателей – 44 кВт; производительность – 180 створок в час. После обработки створок по наружному периметру на трехцилиндровом шлифовальном или широкопросветном рейсмусовом станке зачищают и шлифуют наружные плоскости створки, после чего ее кладут в шаблон и на фрезерном станке по периметру с трех сторон обрабатывают верхний горизонтальный брусок и два вертикальных. После обработки по периметру во внутренних створках выбирают гнезда под врезные петли, а в наружной и внутренней – гнезда под врезную завертку и отверстия под ручку-завертку, в брусках коробки (импосте) – паз под запорную планку, а в створках и форточках гнезда под винтовую стяжку. Для долбления гнезд, установки в них петель и замков (ручек-заверток) и закрепления их штифтами используют агрегат ОК213Р2.10. Для выборки гнезд на нем расположены долбежные головки, а для установки приборов (петель, замков) – высокопроизводительные автоматизированные агрегаты. Все работы по обработке гнезд и установка приборов ведутся автоматически. Для настройки на нужную ширину обрабатываемой створки агрегат оборудован программным устройством. Скорость подачи бесступенчатая. На агрегате можно обрабатывать створки длиной 365–1395 мм, шириной 310–1070 мм, толщиной 42–52 мм. Скорость подачи штангового конвейера 6–30 м/мин, скорость подачи головок по выборке гнезд – 0,3–0,7 м/мин. На агрегате установлены четыре долбежные, две сверлильные головки и четыре головки по установке приборов. Агрегат обслуживают двое рабочих. На предприятиях, где нет линий, заготовки коробок обрабатывают следующим образом: бруски, имеющие покоробленность и неровности, обрабатывают на фуговальном станке, а затем с четырех сторон с отборкой профиля – на четырехстороннем продольно-фрезерном станке. В горизонтальных брусках коробок для двух– и трехстворчатых переплетов на центродолбежном или горизонтальном сверлильно-пазовальном станке выбирают гнезда для шипов вертикального импоста, а также пазы в импосте для постановки планки завертки замка. Зарезают шипы и проушины на шипорезных станках. В вертикальных брусках коробки выбирают гнезда для петель, после чего на рабочем месте ставят полупетли. Имеющиеся в брусках дефекты (сучки) заделывают на станке. В нижнем горизонтальном бруске коробки для отвода воды прорезают пазы. Оконные коробки собирают в сборочных станках ВГК-2, ВГК-3. При сборке коробок на клею шиповое соединение крепят нагелями, установленными на клею. Нагели ставят во всех углах коробки, а также в местах соединений импоста с горизонтальными брусками заподлицо с плоскостью коробки. При сборке коробки надо следить, чтобы не было перекосов с угла на угол; правильность сборки проверяют линейкой и шаблоном. Шиповые соединения коробок должны быть плотными, без зазоров. При сборке оконного блока навешивают створки, форточки на петли в коробку, подгоняют створки к коробке, устраняя дефекты и неточности. После сборки оконный блок окрашивают, а затем остекляют. Технические условия на изготовление оконных блоков. Элементы оконных блоков должны иметь правильную геометрическую форму. На лицевых поверхностях и по торцам соединений створок, фрамуг, форточек, клапанов и жалюзи провесы недопустимы. Применять древесину разных пород в створке, коробке и т. п. нельзя. Заделка пороков и дефектов обработки пробками и планками должна производиться на клею, причем пробки и планки должны быть без пороков, одной породы с деталью и установлены плотно без зазоров, заподлицо с поверхностью. На лицевых поверхностях деталей окон и балконных дверей под прозрачное отделочное покрытие не допускаются пороки и дефекты обработки древесины. Непрозрачное покрытие должно выполняться масляными или синтетическими красками и эмалями. 2. Изготовление дверных блоков Технологический процесс изготовления дверных блоков со щитовыми полотнами состоит из следующих основных операций: изготовление рамок и заполнителя, подготовка облицовочного материала, склеивание щитов двери, обработка щитов по периметру, постановка обкладок и раскладок, изготовление дверной коробки, установка (вгонка) дверей в коробку с навешиванием на петли. Щиты дверей изготовляют, заполняя предварительно собранную рамку рейками, сотами, собранными из отрезков твердой древесноволокнистой плиты, фанеры, бумажными сотами или ломаными полосками из твердой древесноволокнистой плиты. Для дверей толщиной 40 мм рамки изготовляют из брусков сечением 40–60?32 мм, которые выпиливают по длине из пиломатериалов толщиной 40 мм, влажностью 9 ± 3 % на круглопильном станке для поперечного, а по ширине – на круглопильном станке для продольного раскроя. Соединяют их на шип или на металлические скрепки впритык. Соединение брусков на шипах повышает прочность рамки, но увеличивает расход древесины и трудоемкость изготовления рамки за счет ввода лишней операции (зарезание шипов). Скрепки ставят для того, чтобы рамка во время заполнения ее серединкой и закладки в пресс не расползалась. Для изготовления остекленной двери используют две рамки: наружную и внутреннюю. Сечения брусков внутренней рамки должны быть такими же, как и сечения брусков наружной рамки. Полученные заготовки обрабатывают в размер по толщине на рейсмусовых или четырехсторонних продольно-фрезерных станках. Бруски рамок не должны иметь гнили, кривизны, выпадающих, загнивших, гнилых и табачных сучков. Заполнитель изготовляют из маломерных пиломатериалов и отходов производства (для сплошных и разреженных серединок), отходов фанеры и твердой древесноволокнистой плиты толщиной 4 мм (для сотового заполнения). Влажность отходов древесины, получаемой при раскрое пиломатериалов для столярных изделий, составляет примерно 15 %. Перед заполнением серединки их необходимо высушить до влажности 9–10 % в сушильных камерах. Для помещения с относительной влажностью воздуха более 60 % делают двери со сплошным заполнением деревянными рейками. После сборки рамки на нее накладывают фанеру или твердую древесноволокнистую плиту, предварительно намазанную клеем, и прикрепляют к рамке мелкими гвоздями длиной 20–25 мм. В дверях со сплошным заполнением допускается толщина облицовки из твердой древесноволокнистой плиты в 3 мм. После закрепления облицовки рамку поворачивают и все внутреннее пространство заполняют рейками толщиной, соответствующей толщине рамки. При укладке реек надо следить за тем, чтобы они были плотно прижаты одна к другой, поверхность их была ровной, а стыки располагались вразбежку. После заполнения рейками рамку закрывают сверху вторым облицовочным листом, предварительно намазанным клеем, и прикрепляют его мелкими гвоздями с четырех сторон. При изготовлении щита с разреженным заполнением рамку заполняют не сплошь, а с промежутками. Щит двери с заполнением в виде сот состоит из рамки с уложенными в ней сотовыми решетками. Соты собирают из полосок фанеры или твердой древесноволокнистой плиты толщиной 4 мм, шириной 32 мм. В полосках через 40 мм прорезают пазы шириной, равной толщине полосок плюс 1 мм, и глубиной, равной половине ширины полосок плюс 1 мм. Из полосок с прорезями набирают решетку в виде сот с ячейками размером 40?40 мм. Рамку щита заполняют двумя или тремя сотами. К внутренним дверям облицовочный материал приклеивают карбамидным клеем, а к наружным – клеем КБ-3 (водостойким). При небольшом годовом объеме производства дверей для склеивания применяют механические прессы. Склеивание щитов в механических прессах состоит из следующих операций: формирование щита двери, образование пакетов и запрессовки их, выдержка пакета под давлением для схватывания клея, выдержка щитов дверей (акклиматизация). Формируют щиты дверей так: на рабочий стол, расположенный около пресса, кладут заранее собранную рамку, а на нее – прирезанный лист фанеры или твердой древесноволокнистой плиты с предварительно нанесенным на одну плоскость клеем. Клей равномерно распределяют по всей плоскости листа, слой не должен быть толстым, иначе под давлением в прессе будут выжиматься излишки клея, что затруднит разборку пакетов. Облицовочный лист укладывают намазанной стороной на рамку. Его концы должны выступать за рамку равномерно со всех четырех сторон. Уложенный лист закрепляют по углам мелкими гвоздями или шпильками, затем рамку переворачивают и заполняют серединку щита брусками, сотами и др. Вплотную к середине продольных брусков кладут два бруска сечением 32?50–70?400(700) мм, причем бруски длиной 400 мм ставят для дверей высотой 2000 мм, а длиной 700 мм – для дверей высотой 2300 мм для того, чтобы в дверь можно было врезать замок независимо от того, какой навески она будет – правой или левой, и установить ручку. Сотовое заполнение должно заполнять все внутреннее пространство рамки, а концы полосок одних сот свободно входить в свободное пространство между концами полосок других сот. После заполнения середины щита рамку покрывают другим облицовочным листом, предварительно смазанным клеем, и закрепляют его в углах мелкими гвоздями. Затем собранный щит снимают с рабочего стола и переносят в пресс. В пресс укладывают 18–20 щитов толщиной по 40 мм. Щиты должны быть уложены строго один над другим, без смещения; сверху их накрывают массивным трехслойным деревянным щитом, аналогичным основанию. Затем включают приводной механизм пресса и пакет сжимается. После склеивания щитов, т. е. через 6–12 ч, готовый пакет разбирают, щиты укладывают стопками для свободной выдержки в течение 12–24 ч в помещении с нормальной влажностью (до 60 %) и температурой 18–20 °C. В горячем гидравлическом прессе щиты склеивают в той же последовательности, что и в механическом, но формируют их на металлическом поддоне. Давление при склеивании должно быть 0,5–0,8 МПа, причем меньший предел относится к щитам с сотовым и разреженным заполнением, а больший – со сплошным заполнением. После склеивания и выдержки щиты обрабатывают по периметру, а затем устанавливают обкладки, раскладки. Обработка по периметру включает в себя опиловку щита до необходимого размера и шлифование поверхностей щита. В остекленных дверях ставят раскладки по стеклу. Изготовляют коробку и вгоняют полотно в нее так же, как и в филенчатых (рамочных) дверях. Линия по изготовлению дверных полотен состоит из ряда последовательно расположенных механизмов. На ленточный конвейер кладут облицовочный лист твердой древесноволокнистой плиты толщиной 4 мм, намазанный с сетчатой стороны клеем. На этот лист помещают два вертикальных бруска рамки и бруски под замок, после чего полученный пакет передают на следующую позицию, где на него кладут две поперечные планки рамки, которые по углам крепят скрепками. Затем заполняют середину либо брусками (для дверей со сплошным заполнением), либо сотами. На следующей позиции пакет накрывают листом древесноволокнистой плиты, на сетчатую сторону которого предварительно наносят клей. В углах лист наживляют мелкими гвоздями. Собранный пакет двери цепным конвейером подается в загрузочную этажерку. После загрузки всех 15 этажей этажерки механизмом подачи пакеты полотен подаются в пресс П-797-6. Склеивание производится карбамидными клеями (КФ-Ж) в течение 6–8 мин при температуре плит пресса 115–120 °C. После склеивания пресс размыкается и включается загрузочный механизм, который загружает очередную партию полотен с этажерки в пресс и одновременно с этим частично выталкивает склеенные полотна на разгрузочную этажерку. Для полного выталкивания полотен из пресса в разгрузочную этажерку включается разгрузочный механизм, который выталкивает каждое полотно в разгрузочную этажерку, а оттуда передает на подъемный стол-накопитель, откуда полотна поступают на неприводной напольный конвейер. На этом конвейере полотна выдерживают в течение 24 ч для выравнивания напряжений. Обработка полотен дверей по периметру происходит следующим образом: стопа склеенных дверных полотен после выдержки поступает на гидравлический подъемник с автоматическим загрузчиком, откуда каждое полотно поочередно подается на форматный концеравнитель, на котором обрабатываются сначала продольные кромки, а затем поперечные; одновременно фрезами на кромках образуется необходимый скос. При выходе из станка полотна дверей покрывают олифой со всех сторон на специальном приспособлении. После олифования через роликовый конвейер полотно поступает на станок, на котором выбираются гнезда под полупетли. Затем каждое полотно подается на подъемный стол-накопитель, где образуется стопа дверных полотен. По мере образования стоп нужной высоты они двухцепным напольным конвейером подаются к механизму выдачи, из которого каждое полотно подается к первому сверлильному станку для выборки в продольной кромке гнезда под корпус замка или защелки. На втором сверлильном станке выбирается гнездо под планку замка и отверстие под ручку замка. Обработанные полотна по роликовому конвейеру поступают для установки в коробки. Поток по сборке дверных блоков состоит из двух линий: I – сборки и транспортирования коробок, II – сборки и транспортирования блоков. На линии I работа проводится следующим образом. Бруски коробок, изготовленные в деревообрабатывающем цехе, поступают на тележке к двухпильному станку, на котором прорезаются гнезда под петли. На рабочем месте рабочий загоняет в прорезь полупетлю и крепит ее штифтами или шурупами, после чего бруски с шипами, смазанными клеем, собираются в коробку в сборочном станке. Собранные на клею и нагелях коробки поступают на двухцепный конвейер-накопитель, на котором происходит естественное отвердевание клея. По мере потребности с этого конвейера коробки передаются на линию по сборке блоков. Линия II расположена под прямым углом к линии I и состоит из одноцепного напольного конвейера, перемещающего дверные полотна в вертикальном положении. Вдоль конвейера расположены рабочие места. На первых двух наживляют полупетли шурупами на полотне, на третьем рабочем месте окончательно завертывают шурупы шуруповертом, на четвертом – навешивают (вгоняют) полотна в коробку. Рабочий, занятый довертыванием шурупов, управляет педальными упорами, с помощью которых дверь устанавливают в нужном месте для выполнения рабочих операций. Технические условия на изготовление дверей. Двери изготовляют в соответствии с ГОСТами и рабочими чертежами. Отклонения от номинальных размеров дверных блоков и сборочных единиц (полотна, коробки) должны соответствовать существующим нормативным документам. На лицевых поверхностях полотен, коробок провесы деталей, не имеющих фасок в местах сопряжения, не допускаются. Двери повышенной влагостойкости изготовляют из древесины хвойных пород: сосны, ели, пихты, лиственницы и кедра. Применять древесину разных пород в дверном полотне или коробке не допускается, за исключением сосны, ели, пихты и кедра (под непрозрачную отделку). Двери в основном изготовляют с непрозрачными покрытиями. Прозрачным покрытием отделывают двери, изготовленные из древесины твердых лиственных, хвойных и ценных пород, подобранной по качеству, цвету и текстуре. Приборы одного типа и назначения устанавливают в дверях на одном уровне. Перевозят двери и окна в контейнерах (рис. 111). 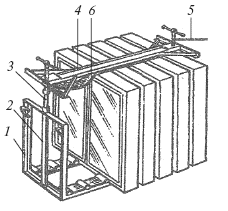 Рис. 111. Контейнер для перевозки оконных и дверных блоков: 1 – рама; 2 – стойка; 3 – выдвижная штанга; 4 – прижимная балка; 5 – зажимный винт; 6 – прорезиненная лента При хранении и транспортировании столярных изделий их следует защищать от механических повреждений, загрязнения, увлажнения и прямых солнечных лучей. 3. Изготовление столярных перегородок и тамбуров Столярные перегородки изготовляют в виде щитов по технологии, аналогичной технологии изготовления рамочных дверей. Щиты столярных перегородок делают шириной 600, 1200 мм, высотой от 2300 мм и более, толщиной 54, 64, 74 мм. На стройку щиты поступают в собранном виде с филенками и переплетами. В столярных перегородках устанавливают одинарные глухие (неоткрываемые) створки, фрамуги, которые служат для освещения одного помещения от световых проемов (окон) другого. Филенку устанавливают в пазы брусков обвязки. Если по условиям эксплуатации требуется звуконепроницаемая перегородка, то делают более утолщенную обвязку, а филенку склеивают из твердых древесноволокнистых плит, прокладывая между ними мягкую древесноволокнистую или минераловатную плиту. Перегородки собирают также из профильных досок толщиной 27–35 мм, шириной 64–140 мм в четверть или в паз и гребень. Доски изготовляют на предприятиях и поставляют на стройку погонажем либо в прирезанном виде. Тамбур представляет собой деревянный каркас, к которому крепят щиты ограждений. В зависимости от нагрузок каркас тамбура делают из брусков сечением 44–54?74–94 мм. Бруски поставляют на строительство погонажем влажностью до 18 %, а на строительстве их прирезают по месту. Щиты тамбура представляют собой рамки, облицованные с обеих сторон фанерой повышенной водостойкости или сверхтвердой древесноволокнистой плитой толщиной 6 или 8 мм со сплошным заполнением в середине деревянными рейками. Высота и ширина щитов зависят от размеров тамбура, толщина должна быть не менее 40 мм. Щиты изготовляют по технологическому процессу, аналогичному процессу производства щитовых дверей. Для тамбуров в общественных уникальных зданиях применяют щиты, облицованные шпоном из древесины ценных пород либо отделанные бумагой, имитирующей текстуру древесины ценных пород. 4. Изготовление встроенной мебели Встроенные шкафы, антресоли состоят из дверных и антресольных блоков, боковых и промежуточных стенок, плинтуса, наличника, монтажного бруса. Дверные и антресольные блоки (щитовые) изготовляют по технологическому процессу, аналогичному изготовлению дверей щитовой конструкции. Полотно двери шкафа, антресоли обкладывают в паз и гребень деревянными обкладками, поливинилхлоридным профилем или облицовывают кромочным пластиком. Крепят обкладки на клею. При изготовлении дверей шкафов из древесностружечной плиты последнюю раскраивают на круглопильных станках, после чего на кромках на фрезерном станке выбирают паз для крепления обкладок. Обкладки крепят в сборочных станках или хомутах. После выдержки, необходимой для схватывания клея, плоскости щитов дверей шлифуют на трехцилиндровом шлифовальном станке. Двери могут быть покрыты шпоном из древесины ценных пород или оклеены поливинилхлоридной пленкой, боковую щит-стенку делают из древесностружечной плиты и облицовывают шпоном из древесины ценных пород либо покрывают поливинилхлоридной пленкой. Промежуточную стенку изготовляют из двух твердых древесноволокнистых плит, склеенных между собой сетчатыми сторонами внутрь. После склеивания необходимо выдержать плиты в течение суток уложенными в стопы в цехе при температуре 18–20 °C и относительной влажности воздуха 60 %, после чего их опиливают по периметру, а затем кромки во избежание увлажнения покрывают (до окраски) олифой. Переставные полки длиной до 800 мм делают из фанеры, а длиной более 800 мм – из древесностружечной плиты, наружную кромку которой облицовывают деревянной обкладкой. Раскраивают плиты, фанеру для полок на круглопильном станке, уголки выпиливают по разметке или шаблону на ленточнопильном станке. Поверхность полок шлифуют на шлифовальном станке. Элементы шкафов, отделанные древесиной ценных пород, покрывают лаком, а неотделанные окрашивают нитроэмалью или масляной краской. При транспортировании для предохранения от порчи элементы шкафа упаковывают попарно лицевыми поверхностями друг к другу, прокладывая между ними бумагу. Хранят элементы шкафов в горизонтальном положении в сухих складах, а перевозят в контейнерах или крытых вагонах. На строительство шкафы поставляют комплектно с приборами, уложенными в отдельную тару. 5. Изготовление плинтусов, наличников, досок пола, поручней, обшивки Изготовляют детали по следующему технологическому процессу: сушка древесины, раскрой пиломатериалов по длине и ширине на круглопильных станках, заделка дефектов с последующей выдержкой, необходимой для схватывания клея. Заделывают дефекты на станке для высверливания и заделки сучков, обрабатывают с четырех сторон (фрезеруют) с созданием профиля – на четырехстороннем продольно-фрезерном станке, прирезают в размер – на торцовочном станке. Затем доски пола антисептируют. Детали поставляют прирезанными длиной 2100 мм и более. Глава 2 СТОЛЯРНО-МОНТАЖНЫЕ РАБОТЫ НА СТРОИТЕЛЬСТВЕ 1. Общие сведения о монтаже и монтажном оборудовании Монтаж деревянных конструкций ведется различными способами: отдельными элементами, частями или сборочными единицами конструкций. Способ монтажа столярных изделий зависит от размера устанавливаемых изделий и методов их подъема. Монтаж деревянных конструкций рекомендуется вести укрупненными элементами или блоками, собираемыми на предприятиях или строительных площадках. При монтаже деревянных конструкций весь процесс расчленяют на отдельные этапы, состоящие из подготовительных работ, сборки и установки конструкций в проектное положение. Подготовительные работы предусматривают проверку: правильности размеров проемов, в которые монтируют конструкции; прочности и устойчивости монтируемых деревянных конструкций; рабочего состояния инструмента и механизмов для подъема, подмостей, сигнализации. До установки на место деревянные конструкции следует тщательно выверить, а также проверить, все ли сделано по защите их от увлажнения, поражения грибами. Места строповки изделий отмечают краской. Проверяют точность сборки конструкций, соответствие ее рабочим чертежам, а также допущенные отклонения. Необходимо тщательно проверить места установки конструкций, устранить имеющиеся неровности или отклонения. Установка конструкций на место заключается в строповке, подъеме и установке в проектное положение, выверке и окончательном их закреплении. Деревянные конструкции монтируют по заранее утвержденным технологическим картам, а если они отсутствуют – по утвержденной схеме. Для монтажа деревянных конструкций применяют монтажное оборудование – краны, лебедки, блоки, тали и различные монтажные приспособления – стропы, траверсы, захваты. Указанные машины и приспособления используют также для погрузочно-разгрузочных работ. Краны. В строительстве широко используют поворотные краны, представляющие собой подъемно-транспортные машины, с помощью которых можно производить подъем, горизонтальное и наклонное перемещения грузов, а также поворачивать их вокруг вертикальной оси колонны (башни) крана. Для монтажа строительных конструкций применяют самоходные стреловые краны – пневмоколесные, гусеничные, автомобильные и др. Эти краны имеют большую подвижность, на их установку и передвижение не требуется рельсовых путей. Лебедки. Различают лебедки специальные и общего назначения. Специальные лебедки используют в кранах для подъема и опускания грузов (грузовые) и для изменения положения стрелы (стреловые). По способу установки различают стационарные и передвижные лебедки. Лебедки общего назначения бывают с ручным и механическим приводом (от электродвигателя или от двигателя внутреннего сгорания). Лебедки с ручным приводом используют для монтажных работ с малой скоростью перемещения грузов, а также для оттягивания грузов при их подъеме. Лебедки с механическим приводом подразделяют на редукторные, реверсивные и фрикционные. Стальные канаты используют для подъема, опускания и перемещения грузов, изготовления стропов, вантов, оттяжек. Ими оборудуют грузоподъемные механизмы – краны, лебедки, полиспасты, тали и т. д. 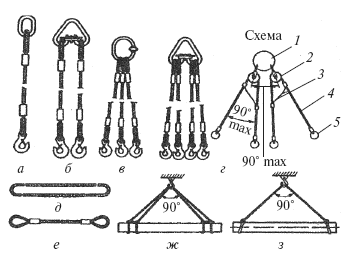 Рис. 112. Стропы для строительства: а – одноветвевые 1СК; б – двухветвевые 2СК; в – трехветвевые 3СК; г – четырехветвевые 4СК; д – кольцевые СКК; е – двухпетлевые СКП; ж – схема строповки двумя стропами СКК; з – схема строповки грузов двумя стропами СКП; 1 – разъемное звено; 2 – уравнительное звено; 3 – уравнительная нить; 4 – канатная ветвь; 5 – захват В процессе эксплуатации нужно постоянно следить за состоянием канатов. Стропы. Для строповки строительных грузов, панелей перекрытий, стен, балок, ферм, оконных и дверных блоков применяют стропы грузовые канатные. Выпускаются стропы (рис. 112) с прямолинейными ветвями для подъема и транспортирования с монтажными петлями одноветвевые – 1СК, двухветвевые – 2СК, трехветвевые – 3СК и четырехветвевые – 4СК. Помимо этого имеются стропы без монтажных петель кольцевые – СКК и двухпетлевые – СКП. Грузоподъемность стропов с прямолинейными ветвями, кольцевых и двухпетлевых 0,32–32 т. Канатные ветви стропов изготовляют из целого каната без сращивания. При строповке грузов надо правильно подобрать строп и надежно прикрепить его к грузу. Строп не должен иметь крутых изгибов, петель или перекручиваний. Для захвата конструкций, которые надо строповать в двух точках и более, применяют траверсы, представляющие собой обычную балку, изготовленную из труб с подвесками. Такелажные приспособления в виде траверс, стропов, захватов крепят к рабочим органам грузоподъемных машин кольцами, крюками, петлями. 2. Сборка оконных и дверных блоков на строительстве На строительную площадку оконные и дверные блоки поступают большей частью заранее собранными, с навешенными на петли створками, форточками, фрамугами, полотнами. Лишь в отдельных случаях на строительстве собирают оконные и балконные блоки из элементов. В проектное положение оконные и балконные блоки, как правило, устанавливают в виде готовых блоков с навешенными элементами. Сборка оконных блоков. Работы по сборке оконных блоков состоят из подгонки и навески форточки в створку (рис. 113, а), подгонки с прифальцовкой створок между собой и к коробке с установкой нащельников (штапиков) (рис. 113, б), установки полупетель на створках и коробке (рис. 113, в), установки отлива (рис. 113, г), навешивания створки в коробку (рис. 113, д). После этого прирезают приборы (завертки, ручки-скобы). До установки в проем оконный и балконный блоки олифят и окрашивают. Элементы оконных блоков собирают на месте. После сборки элементы блока выдерживают в течение 1–3 ч для схватывания клея, а затем устанавливают петли, отлив, нащельник и т. д. Гнезда под петли размечают с помощью шаблона Павлихина. Для образования гнезд под врезные петли можно использовать набор из трех стамесок (рис. 114). Одну карту врезной петли вколачивают в брусок коробки, а другую – в брусок обвязки внутреннего переплета. В отличие от обычных врезные петли крепят шпильками. Навешивают створки на специальных столах. Прифальцовка створок заключается в том, чтобы в месте створа отобрать фальцы, образующие притвор. Прифальцовка может быть выполнена механизированным или ручным инструментом. Для пристрожки притвора в окнах без съема их с петель используют доборный рубанок (рис. 115). При подгонке створок тщательно проверяют правильность притвора, т. е. плотность прилегания их к четвертям коробки. Во всех притворах между створками и коробкой оставляют зазор 2–4 мм для последующего покрытия створок слоем краски и свободного открывания и закрывания створок. 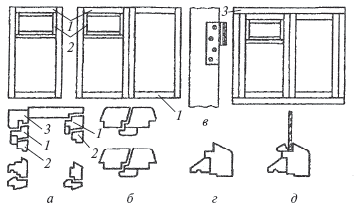 Рис. 113. Последовательность сборки оконных блоков с раздельными переплетами: а – вгонка форточки; б – подгонка створок с установкой нательника; в – установка полупетель; г – установка отлива; д – навешивание створок в коробку, установка раскладок по стеклу; 1 – створка; 2 – форточка; 3 – коробка 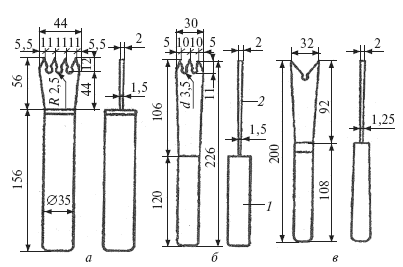 Рис. 114. Стамески для выборки гнезд под врезные петли: а – шириной 44 мм; б – шириной 30 мм; в – шириной 32 мм; 1 – ручка; 2 – лезвие  Рис. 115. Доборный рубанок: 1 – нож; 2 – упор ножа; 3 – крепежный болт; 4 – корпус рубанка; 5 – гайка Затем створки навешивают на петли, следя за тем, чтобы они свободно и плавно открывались, не пружинили и были неподвижны в любом положении после открывания. Места постановки прибора размечают с помощью шаблонов. Простейший шаблон – тонкая доска или фанера с вырезанными контурами приборов, по которым делают разметку карандашом. Размечать места для постановки приборов можно, очерчивая по контуру карандашом сами приборы. Гнезда под приборы выбирают долотом или стамеской так, чтобы глубина их по всему контуру прибора была одинаковой. Приборы врезают заподлицо с поверхностью древесины. Допускаемое отклонение должно быть не более 0,5 мм. Оконные и дверные приборы крепят к изделиям шурупами с потайной головкой. Размеры шурупов должны соответствовать размерам отверстий в приборах. Примерный порядок установки приборов на окнах и балконных дверях приведен на рис. 116. 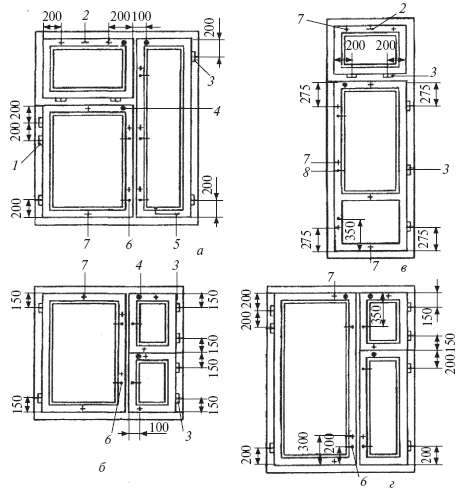 Рис. 116. Порядок установки приборов в столярных изделиях: а – оконные блоки ОС18-18В; ОР18-18В; б – оконные блоки ОС12-1, ОСП5, ОС12-13,5; в – балконные двери БС28-9, БР28-9; г – оконные блоки ОС18-13,5; ОР18-13,5; 1, 3 – петли; 2 – фрамужный прибор; 4 – упор; 5 – фиксатор; 6 – завертка; 7 – стяжка. Для запирания окон со спаренными переплетами применяют оконную завертку-стяжку врезную ЗР1, завертку врезную ЗР2. Обычно на каждую створку ставят по две завертки на расстоянии, обеспечивающем равномерное примыкание створки к коробке, и с учетом возможности открывания переплетов с пола без применения подставки. Для створок окон высотой до 1100 мм со спаренными или раздельными переплетами используют накладной шпингалет ШН2, а для створок окон высотой более 1100 мм и балконных дверей со спаренными или раздельными переплетами или полотнами – накладной шпингалет ШН1. Задвижку накладную ЗТ применяют для запирания створок окон жилых и общественных зданий. В окнах с раздельными переплетами для жилых и общественных зданий для открывания створок применяют ручки-скобы типа PC. Эти же ручки можно использовать и в балконных дверях. Створки окон фиксируют фиксаторами (рис. 117). 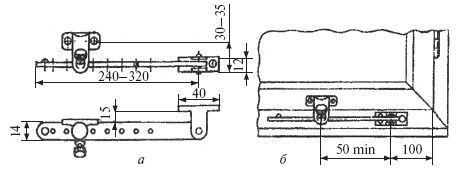 Рис. 117. Фиксатор типа ФК1 (а) и его установка (б) Для запирания одного из полотен двупольных балконных дверей с раздельными полотнами применяют шпингалеты типа ШВ. Подвижные части их должны открываться плавно, без больших усилий. Дверные (верхние) шпингалеты устанавливают на высоте 1,8–1,9 м, чтобы их можно было открывать с пола. Для ограничения открывания створок и предотвращения их удара о стену с внутренней стороны наружной створки блока с раздельными переплетами устанавливают оконный упор типа УО. Для фрамуг общественных зданий со спаренными и раздельными переплетами шириной до 1300 мм используют фрамужный прибор ПФ1, а для фрамуг шириной до 830 мм – прибор ПФ2. В изделиях из древесины, вызывающей коррозию (дуб и т. д.), следует применять шурупы с антикоррозийным покрытием. Сборка дверных блоков. Работы по сборке дверных блоков состоят из сборки коробки, отборки фальцев полотен по створу, подгонки двери к коробке, врезке петель, замка и других приборов, установки нащельников, навешивания полотен, олифования и окраски. Коробки собирают в сборочном станке (вайме). Полотно однопольной двери нужно тщательно подогнать к четвертям коробки. При работе вручную сначала подгоняют кромку одного вертикального бруска, второго и затем горизонтального бруска. У двупольных дверей сначала отбирают фальц по стволу полотен и после подгонки полотен складывают их таким образом, чтобы горизонтальные бруски (рамочных дверей) совпадали, т. е. находились на одном уровне. Затем подгоняют оба полотна, они должны плотно прилегать к четвертям коробки по всему периметру, не выступая за плоскость бруска коробки и не западая. Навешивают полотно на две или три петли, причем бауты верхней и нижней петель должны быть на одной вертикальной оси. Отверстия под замки в дверных полотнах выбирают при помощи кондуктора (рис. 118), и также можно выбирать гнезда и на навешенных дверных полотнах. Выбирают гнезда под замки в дверях следующим образом. Открывают дверь примерно под углом 75° и закрепляют ее в этом положении, установив два клина под нижнюю часть полотна. Затем размечают место установки кондуктора. Кондуктор устанавливают по разметке и винтами закрепляют на двери.  Рис. 118. Кондуктор для выборки отверстий под замок в дверях: 1 – зажимные пинты; 2 – дверь; 3 – рейка; 4 – гвозди Фиксировать положение кондуктора можно рейкой, прибиваемой гвоздями к кромке полотна сверху. Размер рейки по длине должен соответствовать положению замка от верха двери. Отверстия в двери по кондуктору выбирают электросверлилкой. Вначале выбирают отверстие для ручки, отверстия и паз для ключевины, затем – паз для замка. Для закрывания входных дверей в квартире, а также отдельных помещений общественных зданий применяют врезной цилиндровый и замок с засовом ЗВ1 (рис. 119, а). Замки вставляют в вертикальные бруски. При установке замков с ручками необходимо, чтобы ось ручки совпадала с осью ключевины. Планки замков и личинки врезают заподлицо с поверхностью брусков обвязки и коробки. Для закрывания шкафов применяют запоры (рис. 119, б, в), а для открывания комнатных глухих и остекленных дверей – ручку-скобу (рис. 119, г). Крепят скобу к двери на расстоянии 950–1000 мм от пола. На дверях ванн, санузлов устанавливают ручки-кнопки (рис. 119, д). В дверях, которые не запираются, применяют простые защелки и ручки-кнопки. Для защиты от проникновения кухонных запахов в комнаты в дверь кухонь устанавливают врезные защелки. 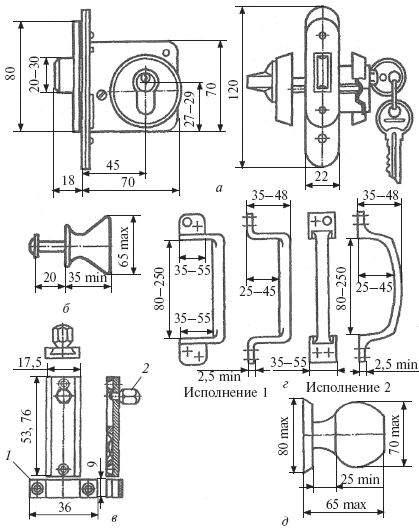 Рис. 119. Приборы для столярных изделий: а – замок врезной для дверей цилиндровый с засовом ЗВ1; б, в – запоры для шкафов; г – ручки-скобы типа PC; д – ручка-кнопка РК-2; 1 – запорная скоба; 2 – ручка шпингалета При установке окрашенных оконных и дверных блоков в проемы на поверхности появляются заколы и другие дефекты, которые зашпаклевывают и окрашивают. 3. Монтаж оконных и дверных блоков При возведении крупноблочных, кирпичных и деревянных бревенчатых, брусчатых и каркасных зданий оконные и дверные блоки устанавливают в основном в процессе возведения стен. Блоки подают к месту установки подъемными механизмами. До установки в проем поверхности оконных и наружных дверных блоков, примыкают к каменным стенам, их антисептируют и защищают рулонными гидроизоляционными материалами (толем, рубероидом). При антисептировании оконных и дверных коробок по периметру на строительстве их обрабатывают антисептическими пастами с помощью гидро– или краскопультов. Пасту следует наносить равномерным слоем без пропусков. При температуре окружающего воздуха ниже 0 °C пасту подогревают до температуры 30–40 °C. После нанесения пасты и высыхания ее по периметру к коробке мелкими гвоздями крепят полосы рубероида, толя шириной, равной или несколько большей ширины коробки. Створки или полотно двери до подъема блока в проектное положение следует закрепить, чтобы в промонтажные крюки (при штучном подъеме). Поднимают блоки двухветвевым стропом. На некоторых стройках блоки комплектуют на квартиру и поднимают краном в контейнере. Для направления блока в проектное положение используют тонкий стальной или пеньковый канат, который временно крепят к вертикальному бруску коробки. Блок необходимо поднимать осторожно, без рывков, а опускать к месту установки плавно. Повороты стрелы не должны быть резкими. После установки оконную коробку выверяют по горизонтали и вертикали уровнем и отвесом (рис. 120). Оси оконных и дверных блоков должны совпадать с осями проемов. Совпадение осей блоков и проемов проверяют отвесом по отметке оси проема, сделанной на верхнем его откосе, причем шнур должен пройти точно через точку пересечения диагоналей коробки блока. Перекосы блока устраняют с помощью клиньев. Оконный блок ставят в проем свободно, после чего его выверяют и заклинивают клиньями в проектном положении. Усилия заклинивания должны действовать только на торцы коробки. При этом нельзя допускать перекосов коробки, иначе створки, полотна будут плохо открываться и закрываться. До монтажа необходимо проверить, хорошо ли открываются и закрываются форточки, створки, фрамуги, дверные полотна. Зазоры после установки между створками, полотнами и коробками не должны превышать 2 мм, между внутренними дверями и полом – 5–8 мм, между дверями и полом в санузлах – 12 мм. 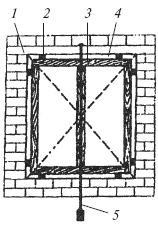 Рис. 120. Проверка правильности установки оконной коробки в проем: 1 – железобетонная перемычка; 2 – клинья; 3 – оконная коробка; 4 – зазор для конопатки; 5 – отвес При монтаже оконных и дверных блоков все одноименные элементы располагают на одной линии, например, на фасаде многоэтажного здания вертикальные бруски переплетов должны находиться на одной вертикальной линии. При установке дверного блока в проем его выравнивают по уровню и отвесу как в плоскости стены, так и поперек, чтобы коробка блока не выступала за плоскость стены, если стены не штукатурятся. При оштукатуренных стенах коробка должна выступать за плоскость стены на толщину штукатурки, чтобы наличник прилегал к стене и коробке. Перед креплением блока проверяют, не перекошена ли коробка. Для этого блок измеряют по диагоналям, натягивая шнур из одного угла в противоположный. Перекос коробки можно проверить также угольником с отвесом. Коробки, устанавливаемые в проемы наружных стен, должны отстоять от плоскости стены внутрь здания по всему его фасаду на одинаковом расстоянии. Коробки оконных и дверных блоков к каменным стенам и перегородкам крепят шурупами или стальными ершами, которые забивают в деревянные антисептированные пробки, заложенные в стены. Вертикальные бруски коробок прикрепляют к проемам не менее чем в двух местах, причем расстояние между шурупами и ершами должно быть не более 1 м. С деревянными перегородками коробки соединяются гвоздями. После установки в проем и закрепления блоков зазоры между коробкой и кладкой наружных стен необходимо проконопатить теплоизоляционными материалами. Конопатят стальными конопатками. В жилых зданиях оконный и балконный блоки обычно устанавливают в общий проем. Для лучшего крепления блоков желательно в верхней части проема (откоса) в местах стыка блоков ставить дополнительную пробку или металлический закладной элемент. Оконный и балконные блоки скрепляют между собой гвоздями, прокладывая между блоками рейку толщиной 10–20 мм на половину ширины коробки, чтобы оставшийся зазор можно было в дальнейшем проконопатить. Для герметизации окон и балконных дверей, а также стыков в наружных панелях в домах повышенной этажности применяют мастику герметик из полиизобутиленстирола. Мастика хорошо скрепляется с поверхностью древесины и бетона; при положительной температуре воздуха мастику можно применять без предварительного подогрева. Дверные блоки в проемы кирпичных стен устанавливают с помощью крана. Вертикальные бруски дверной коробки крепят ершами, забиваемыми в деревянные антисептированные пробки, уложенные при кладке стен. В блочных и панельных зданиях коробка крепится в закладные деревянные антисептированные пробки размером 50?80?120 мм. На отдельных строительствах дверные блоки устанавливают в процессе кладки стен. Для лучшего крепления коробок к кладке по высоте к вертикальным брускам прибивают отрезки проволоки, которые затем закладывают в швы и заделывают раствором. При установке дверных коробок в стенах (рис. 121, а, б) нужно следить за тем, чтобы коробка не была перекошена. При установке дверных блоков в перегородках (рис. 121, в) желательно, чтобы они не выступали из плоскости перегородки. Ввиду того, что перегородки имеют толщину около 80 мм, для установки в проем применяют коробки шириной 74 мм. В стенах деревянных домов (рубленых, брусчатых) в проемах на бревнах, брусьях нарезают гребень, после устанавливают коробку, которая в наружной стороне имеет паз, входящий в гребень. Зазор, образующийся между коробкой и стеной, конопатят снаружи и изнутри помещения. 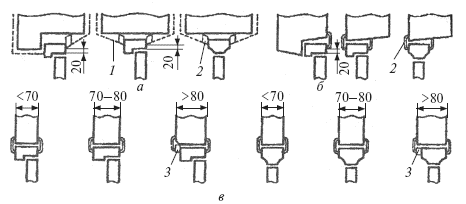 Рис. 121. Примеры установки дверных блоков во внутренних стенах и перегородках: а – в кирпичных стенах; б – в стеновых панелях; в – в перегородках; 1 – вариант со штукатуркой; 2 – наличник; 3 – рейка 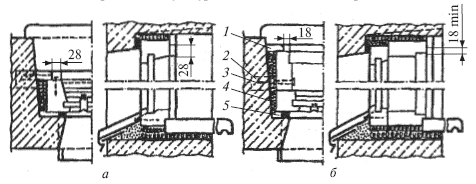 Рис. 122. Установка оконных блоков в проемы каменных стен жилых и общественных зданий: а – со спаренными переплетами; б – с раздельными переплетами; 1 – наличник; 2 – пробка деревянная; 3 – ерш; 4 – конопатка; 5 – герметизирующий материал Установка оконных блоков в проемы каменных стен жилых и общественных зданий показана на рис. 122. Оконные блоки с раздельными переплетами можно устанавливать сразу целиком или раздельно: сначала наружный блок, а затем – внутренний. Надо следить за тем, чтобы между наружной и внутренней коробками не было зазоров, т. е. они должны быть плотно пригнаны одна к другой и прочно скреплены гвоздями. Порядок установки дверных коробок в стандартных домах каркасной конструкции показан на рис. 123. В наружной стене (рис. 123, а, б) коробка примыкает почти вплотную к стойкам каркаса. После закрепления и проконопачивания зазоров коробку закрывают с обеих сторон обкладкой. В перегородках (рис. 123, в, г) коробку после установки отделывают наличником или наличником и обкладкой. Установка коробки к печи показана на рис. 123, д. Коробку при установке изолируют от печи огнестойким материалом. 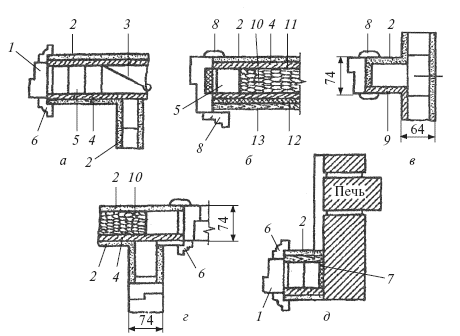 Рис. 123. Установка дверных коробок в деревянных домах каркасной конструкции: а, б – в наружной стене; в, г – в перегородках; д – примыкание к печи; 1 – брусок дверной коробки; 2 – листы гипсовые обшивочные; 3 – плотная бумага (воздухоизолятор); 4 – разреженная деревянная обшивка; 5 – рама каркаса; 6 – деревянная обкладка; 7 – войлок, смоченный в глине; 8 – наличник; 9 – твердая древесноволокнистая плита; 10 – минеральный войлок (утеплитель); 11 – битуминизированная бумага (пароизолятор); 12 – мягкая древесноволокнистая плита; 13 – наружная обшивка После крепления коробки к стене полотно двери снимают с петель, чтобы не повредить его во время отделочных (штукатурных) работ. Концы вертикальных брусков коробки заделывают в пол на проектную глубину. Зазор, образуемый между коробкой и стеной проема, конопатят, а откосы штукатурят. После выполнения отделочных работ полотно двери вновь навешивают на коробку, проверяя пригонку ее к четвертям коробки. Притворы окон балконных и наружных дверей уплотняют эластичными прокладками, закрепляемыми после окраски и остекления блоков. Воздухонепроницаемость оконных и балконных блоков, особенно со спаренными переплетами и полотнами, можно предотвратить, применяя приборы, обеспечивающие их натяжение. Для плотного прилегания к стенам или перегородкам наличники крепят с напуском не менее 10 мм. Правильность установки наличников проверяют отвесом, уровнем и угольником. Крепят их к коробке гвоздями со слегка втопленными шляпками. В углах их соединяют на «ус». Наличники из древесины ценных пород (дуб, красное дерево, палисандр и др.) крепят шурупами. Наличники, установленные в одном помещении, должны иметь одинаковый профиль. Оконные и дверные блоки остекляют после их окрашивания. Деревянные подоконные доски устанавливают преимущественно в деревянных домах, но делают их и в каменных зданиях после осадки и выполнения штукатурных и санитарно-технических работ. В одном помещении подоконные доски должны находиться на одном уровне. Нижняя поверхность подоконных досок, примыкающая к каменным поверхностям, должна быть антисептирована и изолирована от кладки стен войлоком. Во избежание задержания влаги верхняя поверхность подоконных досок должна иметь уклон внутрь помещения на 1 %. В каменных зданиях торцы досок, заделываемых в стены, антисептируют и изолируют от кладки толем, рубероидом или другим гидроизоляционным материалом. Длина торцов подоконных досок, заделываемых в стены, составляет около 40 мм. 4. Монтаж столярных перегородок Перегородки устанавливают после настила полов, санитарно-технических и электротехнических работ, оштукатуривания стен и остекления окон. Столярные перегородки из готовых щитов рамочной (филенчатой) конструкции устанавливают на дощатую прокладку, уложенную непосредственно на пол. Перегородка может быть равна высоте помещения или несколько ниже. Перед установкой щиты должны иметь ровные кромки, т. е. должны быть хорошо прифугованы. Щиты соединяют на вставных шипах и шурупах, завертываемых под углом к месту соединения. Число шипов зависит от высоты перегородки: меньше трех шипов не ставят. Места соединения щитов закрывают раскладками, прикрепляемыми к щитам шурупами или мелкими гвоздями с утоплением шляпки. К полу перегородки крепят шурупами, а к стенам – закрепами. Места соединения перегородок со стенами и полом закрывают плинтусом. Если перегородка доходит до потолка, ее обкладывают фигурным карнизом. Перегородки, изготовленные из древесины ценных пород, после установки покрывают лаком, а из хвойной древесины – окрашивают масляными или эмалевыми красками. При установке перегородок следят за тем, чтобы они имели вертикальное положение. Вертикальность установки перегородок проверяют отвесом. Отклонение от вертикали не должно превышать 3 мм на 1 м, а на всю высоту помещения – не более 10 мм. Перегородки из гладких щитов устанавливают аналогично. Каркасную перегородку собирают из изготовленных на заводе брусков в горизонтальном положении на полу у места установки, а затем поднимают в вертикальное положение и крепят к полу гвоздями, а к стенам – ершами или гвоздями, после чего облицовывают с обеих сторон фанерой, покрытой шпоном из древесины ценных пород, окрашенными древесноволокнистыми плитами или плитами с рисунком, имитирующим древесину ценных пород. Если по условиям эксплуатации перегородка должна быть звуконепроницаема, внутри каркаса кладут один или два слоя мягких древесноволокнистых или минераловатных плит. После сборки и установки отвесом проверяют вертикальность перегородки. При креплении перегородки к каменным стенам в них заранее устанавливают антисептированные деревянные пробки. Плиты или фанера, предназначенные для облицовки перегородки, должны иметь ровную поверхность без впадин и выпуклостей. Плиту, фанеру крепят к каркасу гвоздями. Стыки смежных плит перекрывают профильными раскладками. 5. Монтаж панелей, тамбуров. Установка профильных деталей Панели (отделочные) устанавливают в помещениях, в которых выполнены санитарно-технические и штукатурные работы, а также высушены стены. До установки панелей на стенах размечают места установки брусков каркаса, исходя из размеров щитов, а также помещения. Каркас (бруски) крепят шурупами или ершами к установленным в стенах антисептированным деревянным пробкам. Каркас состоит из брусков сечением 25?80 мм. Шаг расположения брусков зависит от размера панели (ширины). Влажность досок каркаса должна быть не более 15 %. Панели могут собираться на рейку, в паз и гребень и в четверть. Собранный каркас должен быть строго выверен по вертикали. Панели устанавливают на пол. Облицовку стен панелями начинают с угла помещения, прижимая к каркасу панель и проверяя при этом вертикальность боковых граней, а затем ее прибивают к брускам каркаса гвоздями длиной 40 мм с шагом 300–400 мм. Гвозди сначала наживляют под углом в паз, а затем молотком добивают и добойником утапливают шляпки. Затем в паз вгоняют шпонку (рейку) (рис. 124, а) и устанавливают следующую панель. При креплении панелей в паз и гребень (рис. 124, б) первую панель устанавливают и крепят так же, как описано ранее. Вторую панель устанавливают вплотную к каркасу и загоняют гребень в паз ударом молотка, а с другой стороны паза крепят ее гвоздями к каркасу. Панели плотно подгоняют друг к другу. Крепят панели раскладками так, как показано на рис. 124, в. Прикрепляют их гвоздями к каркасу строго вертикально, оставляя небольшой зазор, а после проверки вертикальности в шов вставляют раскладки и крепят их к панелям гвоздями или шурупами. Щиты в местах соединений должны быть тщательно подогнаны один к другому. Стыки (соединения) щитов перекрывают раскладками – нащельниками. Сверху панель отделывают карнизом, которым закрывают зазор между панелью и стеной. Карниз крепят шурупами или шпильками к брускам каркаса. Снизу панель отделывают плинтусом. Тамбуры в основном монтируют из готовых панелей-щитов. До начала монтажа надо разметить места установки элементов тамбура. Монтаж панелей обычно начинают с установки одной из боковых стен, затем дверного блока и второй стены, панелей потолка. При большой высоте тамбура и навешивании массивных дверей сооружают каркас, к которому затем крепят панели-щиты боковых стен, потолка и дверной блок. Каркас тамбура или щиты (без установки каркаса) крепят к стенам закрепами или угольниками. Панели-щиты, дверной блок выверяют по вертикали и фиксируют, а затем крепят. Между собой панели крепят шурупами или металлическими креплениями, дверной блок со щитами – также шурупами. Полы тамбуров устраивают после монтажа стен. Зазоры между стенами и щитами-панелями закрывают раскладками. 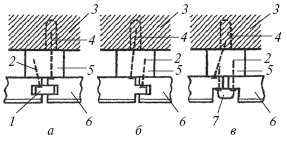 Рис. 124. Схема установки панелей: а – крепление рейкой; б – крепление в паз и гребень; в – крепление в четверть с раскладкой; 1 – шпонка-рейка; 2 – гвозди для крепления панелей к каркасу; 3 – стена; 4 – гвозди для крепления брусков каркаса к пробкам; 5 – брусок каркаса; 6 – панель; 7 – раскладка 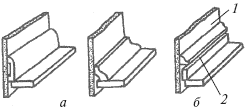 Рис. 125. Схема установки обычного (а) и щелевого (б) плинтусов: 1 – раскладка; 2 – прокладка Процесс установки плинтусов (рис. 125) на деревянных полах состоит из следующих последовательно выполняемых операций: сверление в стенах, перегородках отверстий диаметром 15 мм, глубиной 50 мм с шагом 1000–1200 мм на высоте 25–35 мм от отметки пола: забивка в отверстия деревянных антисептированных пробок; очистка пола и стен от загрязнения; раскрой по длине плинтусов с прирезкой на «ус»; крепление плинтусов к пробкам. Плинтус крепят к стене гвоздями, вбиваемыми в деревянные пробки. Щелевой плинтус применяют в том случае, когда расстояние между стеной и полом превышает 15 мм. Для лучшего примыкания к стене в нем выбирают паз глубиной 2 мм и шириной 32 мм. Наличники, обрамляющие проемы, в углах соединяют на «ус» путем их прирезки. В стыках усовое соединение должно быть плотным, без зазоров. При прозрачной отделке наличники до установки подбирают по текстуре. Наличники, устанавливаемые в одном помещении, должны иметь одинаковый профиль. Вертикальный и горизонтальный наличники устанавливают под прямым углом. Правильность их установки проверяют отвесом и угольником. Устанавливают наличники, плинтусы в помещении после оштукатуривания стен и до оклеивания стен обоями. При креплении плинтусов и наличников гвоздями, шляпки утапливают добойником, а впадину до окраски зашпатлевывают. Установленный плинтус, наличник должны плотно примыкать к поверхности. Деревянные поручни к деревянным перилам крепят шурупами и гвоздями, а к металлическим – болтами с утопленной головкой. В последнее время применяют поручни из поливинилхлорида. 6. Монтаж встроенных шкафов Встроенную мебель (шкафы, антресоли) устанавливают после настилки полов в помещении, выполнения штукатурных и санитарно-технических работ. Шкафы монтируют из готовых элементов на полу. Их прикрепляют к полу, потолку, стенам гвоздями, шурупами и болтами. К стенам элементы шкафов крепят с помощью деревянных пробок, в которые ввинчивают шурупы или забивают гвозди. Элементы шкафов между собой собирают на болтах или шурупах. Жесткость шкафа обеспечивается за счет прочного соединения стенок с дверными блоками, а также с нижней и верхней частями шкафа (антресолями и др.). Соединяют элементы шкафа на болтах или шурупами лишь после проверки правильности установки. Вертикальность установки проверяют отвесом и угольником. В шкафах после установки их на место монтируют полки или штанги для платьев. Виды соединений элементов встроенных шкафов приведены на рис. 126 а, б, в. Элементы шкафа, примыкающие к полу, т. е. низ шкафа, закрывают плинтусом. Места примыкания шкафа к стенам отделывают рейками или наличниками. В зависимости от размеров зазоры между потолком и верхом шкафа закрывают рейкой или специальным карнизом. Полку, отделяющую антресольную дверь от шкафной, крепят плотно к боковым стенкам шкафа, остальные полки делают съемными, причем полки кладут на подполочные бруски, металлические или пластмассовые полки-держатели. Для облегчения уборки нижней части в шкафах делают полик (рис. 126, г). Двери шкафа навешивают на пятниковые или карточные петли. Карточные петли выступают с наружной части двери, поэтому целесообразнее применять специальные петли (рис. 126, д, е). 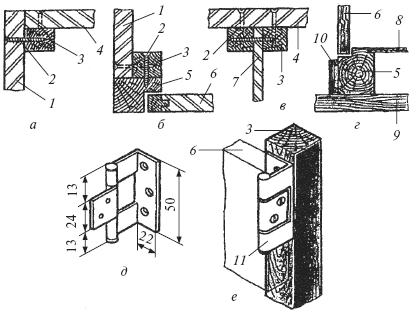 Рис. 126. Соединение элементов встроенной мебели: а – задней и боковой стенок с помощью бруска; б – боковой стенки с дверным блоком; в – задней стенки с промежуточной стенкой; г – детали нижней части шкафа; д – петля; е – навешивание дверей на петли; 1 – боковая стенка; 2 – шуруп; 3 – брусок; 4 – задняя стенка из древесностружечных плит; 5 – брусок дверной коробки; 6 – дверное полотно; 7 – промежуточная стенка из твердых древесноволокинистых плит; 8 – полик (дно) из фанеры или твердой ДВП; 9 – доски пола; 10 – плинтус; 11 – петля карточная, консольная, хромированная. Для открывания шкафных дверец применяют ручки. Закрывают двери шкафа задвижками, состоящими из алюминиевого корпуса и вмонтированного в него шпингалета. Для передвижения шпингалет имеет кнопку. Двери навешивают так, чтобы они плотно прикрывались и не пружинили при открывании и закрывании. Дверные полотна и другие элементы шкафа, покрытые шпоном из древесины ценных пород, отделывают лаком, а если элементы шкафа изготовлены из фанеры, твердой древесноволокнистой плиты или древесностружечных плит без облицовки, их окрашивают нитроэмалью или масляной краской в тон со стенами. В отдельных жилых домах поверхности шкафов, выходящие в помещение, оклеивают теми же обоями, что и стены, а внутренние поверхности покрывают олифой либо масляными или эмалевыми красками. На стройках приходится на месте изготовлять элементы шкафов из древесностружечных плит толщиной 16 или 19 мм. В соответствии с рабочими чертежами на листе наносят размеры элементов шкафа – стенок, дверей, полок, после чего раскраивают дисковой электропилой, ножовкой и т. д. В тех элементах, в которых требуется устанавливать на кромках деревянные обкладки, выбирают паз на кромке плиты, в который на клею вставляют деревянную обкладку с гребнем. Обкладку элементов щитов делают заподлицо с плоскостью щита. Глава 3 ОТДЕЛКА ПОВЕРХНОСТЕЙ СТОЛЯРНО-СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ 1. Виды отделки древесины Столярные изделия отделывают лакокрасочными материалами, предохраняющими их от воздействия окружающей среды. Окрашенные изделия имеют хороший внешний вид, их легче содержать в чистоте, повышается их долговечность. Виды отделки могут быть разделены на следующие основные группы: прозрачная, непрозрачная, имитационная и др. При прозрачной отделке поверхность древесины покрывают бесцветными отделочными материалами, сохраняющими или еще более проявляющими текстуру древесины. Применяют ее для отделки мебели и высококачественных строительных изделий: окон, дверей, панелей, изготовленных из древесины ценных пород. Прозрачную отделку получают лакированием, полированием, воскованием и покрытием прозрачными пленками. При отделке лакированием используют лаки, имеющие в своем составе пленкообразующие вещества в органических растворителях, растворители и др. Наиболее часто для отделки древесины применяют полиэфирные, нитроцеллюлозные и мочевиноформальдегидные лаки, реже – масляные и спиртовые лаки. Нитроцеллюлозные лаки хорошо сохнут, дают прозрачную, эластичную, прочную и достаточно атмосферостойкую пленку, которая хорошо шлифуется. Лаки на основе мочевиноформальдегидных смол образуют пленку с блестящей поверхностью, достаточно прозрачную. Пленка, образуемая масляными лаками, эластична, прочна, атмосферостойка, но недостаточно декоративна; спиртовые лаки дают пленку с недостаточной прочностью, атмосферостойкостью, слабым блеском. По степени блеска различают покрытия глянцевые, полуглянцевые и матовые. При восковании, т. е. нанесении на поверхность древесины смеси воска с летучими растворителями (уайт-спиритом, скипидаром), также получается прозрачная пленка, образуемая тонким слоем воска (летучие растворители испаряются в процессе сушки). Восковое покрытие наносят обычно на пористую древесину (дуб, ясень). Пленка из воска мягка, поэтому ее покрывают дополнительно слоем спиртового лака. Восковое покрытие имеет матовую поверхность. При непрозрачной отделке на поверхности создается пленка, закрывающая цвет и текстуру древесины. Непрозрачную отделку применяют при изготовлении школьной, кухонной, медицинской, встроенной и детской мебели, дверей, окон. Для получения непрозрачного покрытия используют масляные, нитроцеллюлозные, алкидные, перхлорвиниловые, водоэмульсионные краски и эмали. При окраске эмалями с большим содержанием пленкообразующих веществ получаются глянцевые покрытия, с меньшим количеством – полуглянцевые, а при окраске масляными красками – матовые. Имитационной отделкой улучшают внешний вид изделий, изготовленных из древесины, текстура которых не отличается красивым рисунком. Основными методами имитационной отделки являются глубокое крашение, напрессовка текстурной бумаги с рисунком древесины ценных пород, отделка шпоном, пленками, листовым пластиком. Отделка поверхности методом аэрографии заключается в нанесении краски аэрографическим пистолетом с созданием рисунка (по трафарету). Посредством аэрографии на поверхности можно нанести рисунки с плоскостным (орнаменты) и объемным изображением. Ламинирование – один из видов имитационной отделки и состоит в облицовывании древесностружечных или древесноволокнистых плит бумагой, пропитанной синтетическими смолами. При прессовании плит, покрытых бумагой, между металлическими прокладками при давлении 2,5–3 МПа и температуре 140–145 °C на плитах получается гладкая и блестящая поверхность. Эксплуатационные качества лакокрасочных покрытий должны обладать рядом физико-механических свойств: адгезией с древесиной, твердостью, тепло-, свето– и водостойкостью. Эти свойства имеют существенное значение в условиях эксплуатации изделий. Они определяются качеством лакокрасочных материалов, условиями их нанесения, сушки покрытий. Под адгезией понимают прочность сцепления лакокрасочного покрытия с поверхностью древесины, под твердостью – сопротивление лакокрасочного покрытия проникновению в него более твердого тела. Водостойкость – способность покрытия противостоять воздействию воды на поверхность изделия. Она играет очень существенную роль при эксплуатации столярных изделий (оконных блоков, наружных дверей) в условиях переменной влажности. Лакокрасочные покрытия должны быть теплостойкими, т. е. не разрушаться при нагревании солнечными лучами или другими источниками теплоты. Кроме того, они должны быть эластичными, так как при изменении атмосферных условий лакокрасочные покрытия усыхают или набухают, вследствие чего образуются трещины, покрытия сморщиваются или отслаиваются. 2. Подготовка поверхностей деталей и изделий к отделке Столярная подготовка. Столярная подготовка включает заделку сучков, трещин, удаление грязи, зачистку поверхности древесины и последующее шлифование. Сучки и трещины заделывают вручную или на станках. Трещины в деталях заделывают, вклеивая деревянные вставки, подобранные по размеру и породе, и зачищая поверхности, а в деталях, облицованных шпоном, – вклеивая полоски шпона аналогичной породы, подобранные по цвету и текстуре. Небольшие трещины подмазывают и шпатлюют. Поверхность древесины зачищают шлифтиком. После зачистки шлифтиком поверхность древесины должна быть ровной, гладкой и без задиров даже в местах свилеватости. Неровности с зачищенной поверхности снимают ручной циклей, которая представляет собой тонкую стальную пластинку прямоугольной формы размером 150?90?0,7–0,8 мм. Режущую часть цикли затачивают под прямым углом, чтобы она образовала два острых прямоугольных ребра. Циклю держат обеими руками с наклоном, при котором она может резать, и несколько наискось, направляя движение на себя. Для того, чтобы при работе циклей пальцы меньше уставали, рекомендуется пользоваться бруском, в прорезь которого вставляют циклю. Хорошая цикля должна быть тонкой, слегка упругой, твердой, правильно заточенной и наведенной. Размеры и форма цикли должны быть такими, чтобы ее удобно было держать в руках. Цикля при зачистке древесины обычно ее не режет, а как бы скоблит, т. е. снимает верхний тонкий слой, оставляя после себя мельчайший ворс. При обработке древесины твердых пород этот ворс мал и практического значения не имеет, а при обработке древесины мягких пород он виден простым глазом и заметен на ощупь, поэтому такие породы, как осина, липа, циклями не обрабатывают, а шлифуют. Шлифованием выравнивают поверхность, а также устраняют дефекты окраски – кратеры, пузыри, шагрени, волнистость, поднявшийся ворс и т. д., получаемые после нанесения грунта, шпатлевки, первого слоя лака или краски. Шлифовать можно вручную, электрошлифовальными машинками или на шлифовальных ленточных станках. Плоские поверхности шлифуют гладкими и ровными деревянными брусками, обернутыми шлифовальной шкуркой, с угла на угол, а затем вдоль волокон. Поперек волокон шлифовать не рекомендуется, потому что на поверхности образуются глубокие царапины, которые трудно зачищаются. Покрытия шлифуют мокрым способом, используя для охлаждения шлифуемой поверхности керосин, скипидар, или сухим, без применения охлаждающих жидкостей. Поверхность древесины шлифуют сначала крупнозернистой шкуркой, затем среднезернистой, а потом мелкозернистой. Шлифовать нужно без особых усилий, так как при сильном нажиме качество шлифования ухудшается. Перед окончанием шлифования с поверхности древесины ветошью снимают пыль, а затем смачивают ее водой для поднятия ворса; поднятый ворс легко снимается шкуркой. Хорошо отшлифованная поверхность должна быть гладкой, чистой и шелковистой на ощупь. В качестве шлифующих материалов применяют пасты, порошки, шкурки, содержащие абразивы в виде мелких зерен с острыми гранями. Шлифовальный порошок – сухие абразивные зерна, не связанные связующими материалами. Шлифовальные шкурки представляют собой гибкую основу, на которой связующим материалом закреплены шлифующие зерна. Шкурки выпускают на тканевой или бумажной основе в рулонах и листах. Листовые шкурки применяют для ручного шлифования, рулонные – для механизированного. Шлифовальные шкурки бывают водостойкими и неводостойкими; по виду применяемых абразивов различают корундовые, электрокорундовые, карбид кремния. В зависимости от вида шлифуемого покрытия применяют шкурки разной зернистости: покрытия после местного шпатлевания – 16, 20, 25; покрытия со сплошным шпатлеванием – 10, 12; покрытия загрунтованные и первые слои лаков и эмалей – 6, 8; окончательное шлифование лакового и эмалевого покрытия – 3. Отделочная подготовка. При подготовке к прозрачной отделке поверхность древесины нужно тщательно зачистить, прошлифовать, обес-смолить, отбелить, прогрунтовать. Обессмоливание производят у древесины хвойных пород, для чего поверхность древесины промывают растворителем (скипидаром, бензолом) или протирают горячим 5 %-ным раствором едкого натра; смола на поверхности омыляется, после чего ее смывают теплой водой или 2 %-ным раствором соды. Отбеливанием устраняют пятна просвечивающегося клея, следы масла. Отбеливание (за исключением древесины дуба) производят 6–10 %-ным раствором щавелевой кислоты, 15 %-ным раствором перекиси водорода с добавлением 2 %-ного раствора нашатырного спирта. На поверхность древесины раствор наносят щеткой или кистью. Через 3–8 мин его смывают теплой водой. Отбеливающие растворы ядовиты, поэтому при работе с ними надо пользоваться очками, резиновыми фартуками и перчатками. После отбеливания поверхность древесины шлифуют. Крашение придает древесине необходимый тон или цвет и применяется также для имитации древесины малоценных пород под древесину ценных пород. При прозрачной отделке древесины крашение не должно изменять ее естественного цвета. Крашение может быть глубокое и поверхностное. При глубоком крашении пропитывается вся древесина, при поверхностном глубина пропитки составляет до 2 мм. Наиболее часто применяют поверхностное крашение водорастворимыми красителями. Поверхностное крашение выполняют вручную тампоном, методом окунания, пневматическим распылением, вальцовым методом и др. Вручную тампоном окрашивают небольшие детали. Тампон делают из льняной полотняной ткани, не оставляющей на поверхности древесины волокон. Горизонтальные поверхности окрашивают вдоль волокон широкими полосами, а на вертикальные краситель наносят сверху вниз. Наносят краситель при температуре раствора 40–50 °C несколько раз до получения требуемого цвета. Разрыв по времени между каждым нанесением краски не должен превышать 5 мин. Излишки нанесенной краски снимают сухой ветошью. После полного высыхания красителя (2 ч при температуре 18–20 °C) поверхность древесины протирают вдоль волокон или шлифуют шкуркой. Краску методом окунания наносят в ваннах с раствором, подогретым до 40–50 °C. Пневматический способ крашения применяют при массовом производстве изделий из древесины. Крашение можно производить также протравами, представляющими собой раствор хромпика – железного купороса, хлорного железа, медного купороса (0,5–5 %). Раствор готовят путем растворения протрав в горячей воде, а затем фильтруют его и охлаждают. Наносят раствор вручную окунанием или распылением. Для заполнения пор и образования пленки, создающей условия для лучшей адгезии лака с древесиной, поверхности грунтуют. Грунтование делают под прозрачные и непрозрачные покрытия. Грунтовка представляет собой состав, образующий нижний слой покрытия. Грунтовки состоят из раствора смол, нитроцеллюлозы и пластификаторов в смеси растворителей. Детали и изделия, отделываемые нитролаками кислотного отвердения, грунтуют грунтовкой УкрНИИМОД-54. Грунтовка представляет собой раствор карбамидной и окситерпеновой смол в растворителях в добавкой клеевого раствора и олифы «Оксоль». Отвердителем является водный раствор щавелевой кислоты. Поверхность древесины после нанесения эмульсионных грунтовок ГМ-11, ГМ-12 не требует шлифования. Эти грунтовки не поднимают ворса и хорошо проявляют текстуру древесины, наносятся тампоном и вальцами. Густой грунт наносят шпателем, а жидкий – тампоном. При нанесении тампоном грунт втирают в поверхность древесины, делая круговые движения. Излишки грунта снимают сухим тампоном, двигая его вдоль волокон. Детали, изготовленные из древесины крупнопористых пород, подвергаются операции порозаполнения. Поверхность древесины перед нанесением порозаполнителя должна быть чистой, ровной, без царапин, шероховатостью не более 16 мкм. Применение порозаполнителей уменьшает расход лака для покрытия древесины. В качестве порозаполнителей используют специальные составы КФ-1, КС-2. Подкрашенный порозаполнитель применяется при отделке изделий, облицованных дубом, ясенем, орехом, красным деревом, мочевиноформальдегидными и полуэфирными лаками горячего отвердения. Наносят состав тампоном, поролоновой губкой на плоскополировальных станках. После нанесения порозаполнитель тщательно растирают тампоном попеременно вдоль и поперек волокон древесины, после чего поверхность протирают фланелевой тканью, а затем сушат в течение 2 ч в помещении при температуре 18–23 °C. Применяют также состав в виде мастики, которая одновременно грунтует и служит порозаполнителем под прозрачную отделку. Наиболее часто для этой цели используют восковую пасту (1 часть воска, растворенная в 2 частях скипидара или бензина). Паста, приготовленная на бензине, сохнет быстрее (6–8 ч), чем паста на скипидаре (20–24 ч), но она более огнеопасна. На поверхность древесины пасту наносят жесткой волосяной кистью ровным слоем. Когда поверхность после нанесения пасты полностью высохнет, ее натирают щеткой с жесткой короткой и густой щетиной, а затем сукном до появления блеска. Поверхность, покрытую воском, отделывают прозрачным лаком. На отдельных предприятиях воскование заменяют олифованием. Шпатлевание применяют при непрозрачной отделке изделий из древесины. Предназначено оно для выравнивания поверхности и устранения мелких трещин, вмятин. Шпатлевание бывает местное и сплошное. При местном шпатлевании заделывают мелкие дефекты; сплошное шпатлевание улучшает внешний вид отделки изделий. Шпатлюют грунтованные и негрунтованные поверхности перед покрытием их красками или эмалями. В зависимости от пленкообразующих веществ шпатлевки бывают масляные, клеевые, нитролаковые, полиэфирные и др. Наиболее часто используют масляно-клеевые шпатлевки, густые или жидкие. Густая шпатлевка готовится из смеси олифы (25 %), мела осажденного (70 %), клеевого 10–20 %-ного раствора в количестве 5 %, жидкая шпатлевка готовится из следующей смеси: 28 % олифы, 65 % мела и 7 % клеевого 10–20 %-ного раствора. Для шпатлевания столярных изделий применяют быстросохнущую шпатлевку КМ, состоящую из следующих компонентов (в % по массе): клей КМЦ (9 %-ный) – 18,5; казеиновый клей (22 %-ный) – 1,9; латекс СКС-30 – 3,9; хозяйственное мыло (10 %-ное) – 1; асидол – 2; мел – 72,6; известь – 0,1. 3. Отделка поверхностей деталей и изделий лакокрасочными материалами и облицовывание Подготовленную поверхность древесины покрывают лаками, красками или эмалями. Лаковая пленка придает изделию красивый внешний вид и защищает поверхность от влаги. При непрозрачной отделке древесину окрашивают масляными красками – белилами и эмалями ПФ-14 на основе пентафталевых смол. Минимальная толщина пленки должна быть 50–70 мкм. Для окраски столярных изделий применяют цинковые белила. Последовательность технологических операций, выполняемых при подготовке деталей к окраске масляными, эмалевыми и синтетическими красками поверхностей внутри помещений, следующая: очистка поверхностей, вырезка дефектов (сучков, засмолов) с расшивкой щелей, проолифка (огрунтовка), частичная подмазка с проолифкой подмазанных мест, шлифование подмазанных мест, первая окраска, вторая окраска, а при более высококачественной окраске – очистка, вырезка дефектов древесины, проолифка (огрунтовка), частичная подмазка с проолифкой подмазанных мест, шлифование подмазанных мест, сплошная шпатлевка, шлифование, огрунтовка, флейцевание, шлифование, первая окраска, флейцевание, шлифование, вторая окраска, флейцевание или торцевание. Столярные изделия снаружи и внутри помещений окрашивают масляными, эмалевыми и эпоксидными красками. Столярные изделия внутри помещений и встроенную мебель окрашивают поливинилацетатными типа ПВА, масляными и акрилатными красками. Поверхности деталей и изделий, окрашенные масляными, синтетическими, эмалевыми и лаковыми составами, должны иметь одинаковую фактуру – глянцевую или матовую. Пятна, отлипы, морщины, неровности, следы кистей, потеки и просвечивание нижележащих слоев краски, непрокраска не допускаются. Нанесение лакокрасочных материалов вручную. На узкие поверхности (кромок) лаки, краски, эмали наносят ручниками – короткими круглыми щетинистыми кистями типа КР, на широкие поверхности – широкими плоскими кистями или малярными валиками. Вместо кистей можно использовать щетки, а также тампоны. Лак наносят на сухую поверхность древесины, очищенную от пыли, равномерными слоями без потеков примерно 3–6 раз. Каждый слой лака до нанесения следующего нужно хорошо высушить. Изделие считается отделанным, если его поверхность имеет одинаковый и ровный блеск. Высококачественные изделия отделывают полированием, так как полированная поверхность имеет устойчивый блеск и хороший вид. Полирование выполняют ручным и механизированным способами. Для предохранения от загрязнения, высыхания и возгорания тампоны хранят в металлическом ящике. Механизированное нанесение лакокрасочных материалов. Распыляют лакокрасочные материалы механическим и пневматическим способами. Наибольшее распространение получило пневматическое распыление, при котором под действием сжатого воздуха лакокрасочные материалы дробятся и в виде мелких частиц оседают на окрашиваемом изделии, растекаясь по его поверхности и образуя сплошное покрытие. Этот способ отделки древесины имеет и недостатки: для нанесения краски требуются специальные камеры, оборудованные вытяжными и очистными устройствами; при распылении до 20–40 % краски теряется на образование лакокрасочного тумана, который ухудшает санитарные условия труда. Более совершенный способ отделки столярных изделий – окраска в электрическом поле высокого напряжения с последующей сушкой в терморадиационно-конвективных камерах. Сущность процесса окраски в электрическом поле высокого напряжения заключается в следующем: между окрашиваемым изделием, имеющим положительный заряд, и распыляемыми частицами лакокрасочных материалов, имеющими отрицательный заряд, создается постоянное электрическое поле высокого напряжения. Распыляемые частицы лакокрасочных материалов движутся по силовым линиям электрического поля и осаждаются на изделии. На рис. 127 показана схема окраски столярных изделий в электрическом поле высокого напряжения. Изделия навешивают на цепь конвейера, которым они подаются в камеру нормализации для покрытия специальным электропроводящим составом, затем этим же конвейером они направляются в камеру окраски. После окраски эмалями изделия поступают в терморадиационно-конвективную сушильную камеру. 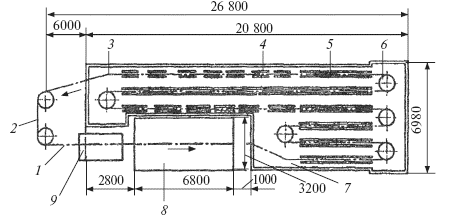 Рис. 127. Схема окраски столярных изделий в электрическом поле высокого напряжения: 1 – место навешивания изделий; 2 – место съема изделий; 3 – цепь конвейера; 4 – зона установки электронагревателей; 5 – зона конвективной сушки; 6 – звездочка; 7 – сушильная терморадиационно-конвективная камера; 8 – камера электроокраски; 9 – камера нормализации На качество окраски столярных изделий в электрическом поле влияет влажность древесины. Так, при влажности ниже 8 % качество окраски ухудшается. При окраске столярных изделий в электрическом поле высокого напряжения автоматизируются почти все процессы, значительно уменьшаются потери лакокрасочных материалов, улучшаются санитарно-гигиенические условия для работы в цехе, сокращаются площади для окраски и повышается качество окраски поверхности изделий. Лакокрасочные материалы на столярные изделия наносят также методом струйного облива. Изделия (окна, двери) навешивают на подвесной конвейер, движущийся в камеру облива, где на поверхность наносится краска или эмаль, вытекающая из сопл под давлением до 0,1 МПа в виде струи. После окраски изделия поступают в камеру выдержки в парах растворителей. В этой камере помимо отекания излишков краски происходит равномерное распределение ее по всей поверхности изделия. Излишки краски, стекающие с изделий, по лотку поступают в сборники и после фильтрации – в систему облива. После выдержки в камере изделия поступают в конвективную многоходовую сушильную камеру. Недостаток метода струйного облива – плохая укрывистость кромок и несколько увеличенный расход краски. Лакокрасочные материалы на плоские поверхности наносят на вальцовочных станках, которые входят в автоматические линии, где последовательно выполняют следующие операции: подогрев полотна дверей, грунтование, сушка, шлифование, подогрев полотна, лакирование, сушка. Плоские детали (щиты, двери, плиты) можно отделывать на лаконаливной машине (рис. 128). Основная часть машины – наливочная головка. Процесс нанесения лакокрасочных материалов наливом состоит в том, что уложенные на конвейер детали подаются им под наливочную головку, из которой в виде непрерывной завесы стекает лакокрасочный материал и покрывает детали равномерно по всей ширине одинаковым по толщине слоем краски, лака. По сравнению с пневматическим распылением при обливе уменьшаются потери лакокрасочных материалов и улучшаются санитарные условия работы в цехе. 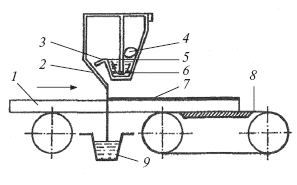 Рис. 128. Схема лаконаливной машины: 1 – деталь; 2 – экран; 3 – сливная плотина; 4 – коллектор; 5 – перегородка; 6 – фильтр; 7 – покрытие; 8 – конвейер; 9 – лоток Сушка лакокрасочных покрытий. После нанесения лакокрасочных покрытий изделия сушат в сушильных камерах, которые в зависимости от конструкции подразделяются на конвективные, терморадиационные, терморадиационно-конвективные. Камеры могут быть проходными или тупиковыми. Сроки высыхания лакокрасочных материалов зависят от вида красок, толщины слоя и температуры среды, в которой сушится покрытие. Ускорить высыхание лакокрасочного покрытия можно тремя способами: путем аккумулирования теплоты в древесине (предварительный подогрев древесины), конвективным и терморадиационным. Процесс аккумулирования теплоты заключается в следующем: поверхность изделия перед окраской предварительно подогревают до температуры 100–105 °C, затем окрашивают и подают в другую камеру для сушки. Так как изделие было предварительно нагрето, при прохождении через вторую камеру растворители быстро испаряются и поверхность высыхает. Этот способ особенно эффективен при отделке быстросохнущими лакокрасочными материалами: сокращаются сроки сушки покрытия и расход растворителей. При конвективной сушке теплота передается от источника к окрашенной поверхности воздухом, нагретым до 40–60 °C. Ввиду небольшой теплотворной способности воздуха теплота от окрашенной поверхности передается медленно, поэтому и поверхности изделий сохнут также медленно. Более рациональным является терморадиационный способ сушки лакокрасочных покрытий, при котором ускоряется сам процесс сушки и требуются камеры меньших размеров. Процесс сушки сокращается за счет поглощения окрашиваемой поверхностью инфракрасных лучей, излучаемых нагретыми трубчатыми нагревателями. Поверхность окрашенных изделий, поглощая инфракрасные лучи, нагревается, начиная с нижней части лакокрасочного покрытия, что дает возможность свободно испаряться нагретым растворителям. Испаряясь и проходя через слой краски, растворители одновременно прогревают его, что вызывает интенсивное нагревание всего слоя краски и значительно ускоряет сушку. Для облицовывания стен, перегородок применяют бумажно-слоистый пластик – листовой материал, получаемый путем прессования при высоком давлении специальных бумаг, которые пропитаны карбамидными или фенолформальдегидными смолами. Бумажно-слоистый пластик бывает разного цвета с глянцевой или полированной поверхностью. Он достаточно прочен, водостоек, долговечен, легко моется. Пластик толщиной 1–1,6 мм крепят к поверхности на мастиках (КН-2, КН-3), а толщиной 2–3 мм – раскладками, прикрепляемыми к деревянному каркасу. Отделывать поверхность стен, перегородок листами пластика начинают с нижнего ряда из угла помещения. Листы стыкуют между собой как в вертикальном, так и в горизонтальном направлении. До начала работ листы прирезают по размеру, прифуговывают кромки, проверяют правильность стыковки кромок. Мастику наносят на тыльную сторону листа равномерным слоем толщиной не более 1 мм. Намазанной стороной аккуратно без смещения и перекосов лист прикладывают к поверхности стены, после чего тряпкой притирают равномерно сначала в середине листа, а затем поочередно влево и вправо, вверх и вниз. Излишки мастики, грязь снимают тампоном, смоченным в ацетоне. Между листами оставляют руст (зазор в стене) шириной 5 мм. Положение листов до момента схватывания мастики фиксируют инвентарными прижимающими приспособлениями. Швы между листами окрашивают водоэмульсионными красками или заклеивают на мастике КН-2 поливинилхлоридной безосновной пленкой. Для крепления листов пластика вместо мастики можно применять деревянные, поливинилхлоридные и металлические раскладки. Облицовку стен при этом начинают с угла помещения, прикрепляя вертикальную угловую и горизонтальную раскладки, выверяют их положение по отвесу и уровню, затем устанавливают первый лист и ставят вторую раскладку и т. д. Фиксируют положение листов пластика на поверхности стены, перегородки до крепления раскладками гвоздями, забиваемыми в предварительно просверленные отверстия. По мере закрепления листов гвозди вытаскивают. Раскладки ставят так, чтобы они закрывали отверстия от гвоздей. Раскладки крепят к стенам шурупами с шагом 150–200 мм, для чего в листах пластика по разметке высверливают отверстия диаметром немного большим, чем диаметр шурупа. После облицовывания на поверхности бумажно-слоистого пластика не допускаются пятна, потеки мастики, царапины, пустоты между пластиком и стеной, перегородкой, вспучивание листов и т. п. 4. Механизация отделки столярных изделий и встроенной мебели Для отделки деревянных деталей и изделий встроенной мебели создан ряд поточно-механизированных и автоматизированных линий. Линии предназначены для подготовки деталей к лакированию и облагораживанию, а также окраске. Линия окраски дверных полотен, в том числе и для встроенной мебели, методом наката состоит из механизма для нанесения краски и сушильной камеры. Работают на линии так: конвейером дверное полотно подается под бачок, из которого непрерывной струей вытекает краска, разравниваемая тремя поролоновыми валиками. Механизмом валики и бачок непрерывно двигаются поперек дверного полотна, растирая равномерно по поверхности двери нанесенную краску. Кромки двери окрашиваются двумя вертикальными вальцами. После покрытия первой пласти краской полотно двери поступает в сушильную конвективную камеру, где в течение 4 мин при температуре 60–80 °C покрытие сохнет. Затем полотно кантуется (переворачивается), и таким же образом окрашивается другая плоскость двери. На линии окрашивают двери размером 2000?800?40 мм. Двери, облицованные древесиной ценных пород, отделывают лаком на механизированных линиях. Полотно двери со стола подается в терморадиационную камеру, оборудованную электрическими нагревателями (ТЭНами), с температурой 410 °C. Полотно двери проходит через камеру в течение 64 с, поверхность его нагревается при этом до температуры 105 °C. После прогрева полотно подается для грунтования плоскостей и кромки в станки и кромкоопрыскивающую машину. Грунт на плоскости полотна двери в станке наносится двумя вальцами, покрытыми рифленой резиной, а на кромки – пульверизаторами. Полотно двери, покрытое фунтом, поступает в сушильную камеру, которая оборудована дефлектором. В связи с тем, что полотно двери было предварительно прогрето, при прохождении через камеру растворители испаряются быстрее. Затем полотно подается для шлифования сначала одной плоскости в первый шлифовальный станок, снабженный цилиндрической щеткой. Прошлифованное с одной стороны полотно двери поворотным устройством (кантователем) переворачивается на другую сторону и подается для шлифования другой плоскости ко второму двухцилиндровому шлифовальному станку. Прошлифованное с обеих сторон полотно двери подается во вторую терморадиационную камеру, где повторно нагревается в течение 30 с. В этой камере электрические нагреватели имеют температуру 320 °C. Нагретое полотно для лакирования обеих плоскостей и кромок поступает на станок, после чего передается в сушильную камеру. Готовое полотно роликовым конвейером переносится к месту установки приборов. На линии отделки створок ОК515 выполняют следующие операции: шпатлевание дефектных мест, сушка шпатлеванных мест, шлифование зашпатлеванных мест, нанесение первого слоя эмали, сушка нанесенного слоя эмали, нанесение второго слоя эмали, сушка второго слоя эмали, охлаждение эмали. Линия состоит из конвейера для шпатлевания створок подвесного конвейера, сушильных камер, двух установок струйного облива, трех подъемных столов, двух конвейеров-накопителей створок (левого и правого), восьми пневматических полировальных машин, восьми шлифовальных головок. На линии окрашивают изделия высотой до 220 см, шириной до 200 см, толщиной до 40 см. Температура в сушильных камерах 60–80 °C. Глава 4 НАСТИЛКА ПОЛОВ ЛИНОЛЕУМОМ И СИНТЕТИЧЕСКИМИ ПЛИТКАМИ 1. Материалы для покрытия полов Линолеум, плитки. Для покрытия полов применяют синтетические рулонные и плиточные материалы. В качестве рулонных покрытий используют в основном линолеум, который износостоек и обладает достаточной химической стойкостью. Линолеум в зависимости от вида связующих выпускают следующих видов: поливинилхлоридный, алкидный, резиновый и др. Кроме того, линолеум бывает на теплоизолирующей подоснове и без нее. Линолеум поливинилхлоридный многослойный и однослойный без подосновы выпускают трех типов: МП – многослойный с лицевым слоем из прозрачной поливинилхлоридной пленки с печатным рисунком; М – многослойный одноцветный или мраморовидный; О – однослойный одноцветный или мраморовидный. Выпускается линолеум в рулонах с длиной полотнища не менее 12 м, шириной 1200–2400 мм, толщиной 1,5 и 1,8 мм. Применяется для покрытия полов в помещениях жилых, общественных и производственных зданий, кроме помещений с интенсивным движением. Линолеум поливинилхлоридный на тканевой подоснове в зависимости от структуры и вида лицевой поверхности выпускают пяти типов: А – многоштриховой дублированный с лицевым слоем из прозрачной поливинилхлоридной пленки с печатным рисунком; Б – многоштриховой с печатным рисунком, защищенным прозрачным поливинилхлоридным слоем; В – многоштриховой одноцветный; Г – многоштриховой двухцветный; Д – одноштриховой одноцветный или мраморовидный. Длина рулона линолеума должны быть не менее 12 м, ширина 1350–2000 мм, толщина 1,6 и 2 мм для типов А, Б, В и 2 мм – для типов Г, Д. Применяется для устройства полов в помещениях жилых, общественных и производственных зданий без интенсивного движения и без воздействия жиров, масел, воды. Линолеум поливинилхлоридный на теплозвукоизолирующей подоснове в зависимости от способов производства и структуры верхнего слоя выпускают пяти типов: ПР – промазной; ВК – вальцово-каландровый; ВКП – вальцово-каландровый с прозрачной лицевой поливинилхлоридной пленкой; ЭК – экструзионный; ЭКП – экструзионный с прозрачной лицевой поливинилхлоридной пленкой. Линолеум выпускают в рулонах длиной 12 м, шириной 1350–1800 мм, обшей толщиной не менее 3,6 мм. Предназначается для устройства полов в помещениях жилых зданий. Линолеум алкидный выпускают двух марок: А и Б, различаемых по физико-механическим показателям, толщиной 2,5; 3; 4 и 5 мм, длиной 15–30 м, шириной 2 м. Применяют для покрытия полов помещений жилых, общественных и производственных зданий, не подвергаемых воздействию абразивных материалов, кислот, щелочей и растворителей. Линолеум марки Б толщиной 2,5 и 3 мм нельзя применять для устройства полов помещений общественных и производственных зданий с интенсивным движением. Резиновый линолеум (релин) выпускают следующих типов: А, Б, В (антистатический). Линолеум типа А предназначен для покрытия полов в помещениях жилых и производственных зданий; типа Б – для этих же помещений, но оборудованных принудительной вентиляцией; В – для покрытия полов в специальных лабораториях и хирургических операционных. При перевозке и хранении линолеум предохраняют от повреждения, увлажнения и загрязнения. Рулоны устанавливают в один ряд вертикально. Плитки поливинилхлоридные выпускают двух типов: квадратные и трапециевидные. Квадратные плитки изготовляют размером 300?300 мм, толщиной 1,5; 2 и 2,5 мм, трапециевидные плитки имеют размеры, приведенные на рис. 129. Плитки бывают одно– и многоцветные с гладкой и тисненной лицевой поверхностью. На лицевой поверхности плиток не должно быть наплывов, вмятин, царапин, раковин, бугорков и т. п. Одноцветные плитки должны иметь равномерную цветоустойчивую окраску по всей площади. Клеи, мастики и грунтовки. При облицовывании синтетическими материалами применяют каучуковые мастики КН-2 и КН-3 от желтовато-коричневого до темно-серого цвета, которые готовят из следующих компонентов (%): инден-кумароновой смолы – 10, каучука-найрита – 25, наполнителя каолина – 25 и растворителя – 40. В качестве растворителя применяют в равных частях бензин «Галоша» и этилацетат. Готовую мастику упаковывают в металлические банки вместимостью 1–10 кг. Применяют мастику КН-2 для наклеивания резинового линолеума, устройства подстилающих слоев по бетону и древесноволокнистым плитам. Мастика КН-3 аналогична по составу мастике КН-2, но содержит меньшее количество найрита, и, кроме каолина, в нее входит мел. Используют для наклеивания поливинилхлоридных линолеума и плиток, а также резинового линолеума. 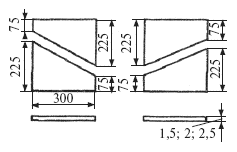 Рис. 129. Плитки поливинил-хлоридные для полов (трапециевидные) Казеинолатексную мастику применяют для наклеивания линолеума и древесноволокнистых плит. Состоит (частей по массе) из латекса СКС-ЗО ШР – 0,8, сухого казеина ОБ – 0,04; воды – 0,16. Готовят мастику так: в диспергатор ДВ-80 заливают воду, засыпают казеин и смесь перемешивают в течение 2 мин, после чего заливают латекс и перемешивают смесь 1 мин. Масса после перемешивания должна иметь вид жидкой сметаны. Через 24 ч мастика загустевает, срок ее действия 7 суток. На основание и тыльную часть линолеума мастику наносят зубчатым шпателем, после чего в течение 15 мин выдерживают, затем полотнище приклеивают к основанию и притирают его. Швы между листами линолеума прижимают рейками, которые снимают после высыхания мастики. Битумные мастики бывают холодными и горячими. Их применяют для на-клеивания на основание древесноволокнистых плит. Мастики изготовляют централизованно, на стройку они поступают в готовом виде. Холодную битумную мастику можно готовить и на стройках в следующем составе (% по массе): битум марки БН 70/30 – 48, известь гашеная – 12, асбест пылевидный – 8, растворитель – 32. Известь и асбест являются наполнителями. Мастика «Перминид» состоит (частей по массе): из смолы ПХВ-ЛФ – 18, дивинил-стирольного каучука ДСТ-30 – 5, смолы октофор – 2,5, этил-ацетата – 58, сосновой канифоли – 2,5, каолина – 14. Грунтовки применяют для улучшения проникания лакокрасочных материалов (адгезии) к подстилающему слою и, кроме того, для создания водонепроницаемой пленки, препятствующей прониканию влаги от основания. На стройке грунтовку обычно готовят по следующей рецептуре (частей по массе): битум марки БН 70/30 – 1, бензин или керосин – 2–3. В расплавленный и обезвоженный и затем остывший до температуры 80 °C битум вливают бензин или керосин и перемешивают до образования однородной смеси. Грунтовку наносят на основание за 18–48 ч до наклеивания линолеума или плиток. При устройстве полов из поливинилхлоридного линолеума на теплозвукоизолирующей основе применяют следующие клеи (мастики): бустилат поливинилацетатный, мастику клеящую гуммилаке, для устройства полов из поливинилхлоридного линолеума на тканевой подоснове – те же клеи и, кроме того, битумно-синтетическую мастику «Перминид». Безосновный поливинилхлоридный линолеум и плитки крепят к основанию на мастиках «Перминид», битумно-синтетической, КН-2 и КН-3, резиновый линолеум – на мастиках КН-2 и КЗН-3. 2. Основания под настилку линолеума и плиток Для того чтобы покрытия из линолеума и плиток были качественными и имели хороший внешний вид, нужно устраивать жесткие основания – ровные, прочные и без трещин. Вследствие эластичности линолеума при укладке его на неровные основания с впадинами или буграми покрытие получается неровным. Ровность покрытия достигается устройством цементно-песчаных, легкобетонных и других стяжек. Конструкции полов из линолеума и плиток при укладке их на различные основания показаны на рис. 130. Большое значение при укладке линолеума и плиток имеет влажность основания. При влажности более 89 % плитки плохо приклеиваются. Качественные покрытия получают после просушивания оснований – цементно-песчаной, легкобетонной и бетонной стяжек в течение 28–42 суток. В качестве основания применяют и дощатые настилы. Линолеум или плитки лучше укладывать на них примерно через год после приемки здания в эксплуатацию. Стяжка образует плотную поверхность по нежестким или пористым элементам перекрытия, а также выравнивает нижележащий элемент пола. Монолитные цементно-песчаные стяжки делают из растворов марки 150 и выше. Толщина стяжек в зависимости от нижележащего слоя колеблется в пределах 20–50 мм. В том случае, когда на стяжку будет уложен линолеум на мастике, ее грунтуют битумной грунтовкой. Во избежание растрескивания в течение 7–10 суток стяжку систематически увлажняют и посыпают влажными опилками. Ровность стяжек проверяют уровнем и рейкой. Кроме монолитной, применяют сборные цементно-песчаные стяжки из плит размером 0,5?0,5 м, толщиной от 35 мм, которые соединяют на трапециевидные пазы и гребни. Иногда для выравнивания поверхности стяжек применяют полимерцементный раствор, состоящий из цементно-песчаного раствора с поливинилацетатной дисперсией ПВА толщиной 8–10 мм. 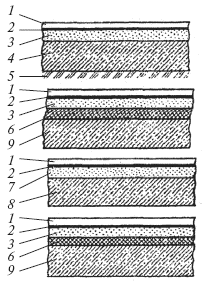 Рис. 130. Полы из линолеума и полимерных плиток: 1 – покрытие (линолеум, плитки); 2 – мастика; 3 – стяжка из легкого бетона или древесноволокнистых плит; 4 – бетонный подстилающий слой; 5 – грунт основания; 6 – тепло– и звукоизоляционный слой; 7 – стяжка цементно-песчаная; 8 – плита перекрытия с неровной поверхностью; 9 – плита перекрытия. Раствор готовят на стройке из сухой смеси (цемента и песка), в которую вводят поливинилацетатную дисперсию в количестве 5 % от массы сухой смеси. До нанесения раствора стяжку очищают от наплывов, грязи и пыли. Для устройства стяжек применяют также твердые древесноволокнистые плиты, которые крепят к основанию на битумной мастике. Обнаруженные неровности основания устраняют скребками или шлифовальными машинками. Заклеивание стыков из ДВП производится по всей длине полосами плотной бумаги шириной 40–60 мм. Выбоины заделывают гипсоцементным раствором, а мелкие покрывают шпатлевкой. Очищают основание от пыли, мелкого мусора с помощью влажных опилок. Влажность основания должна быть не более 6 %. Дощатое основание также должно иметь ровную, без провесов поверхность. Сучки в досках заделывают пробками на клею. Доски с гнилью и изношенные заменяют новыми. Отремонтированный дощатый пол для получения ровной поверхности строгают. 3. Укладка линолеума Поливинилхлоридный линолеум укладывают в такой последовательности: разметка, сверление отверстий в стенах и установка в них пробок для крепления плинтусов, очистка и выравнивание поверхности оснований, заделка отдельных дефектов основания полимерцементным составом, огрунтовка основания, настилка древесноволокнистых плит на мастике, расчистка швов между плитами с удалением битума и заполнением их полимерцементным составом, раскладка и выдержка раскроенного линолеума, частичная прирезка линолеума по контуру, нанесение на основание мастики и приклеивание ковра, укатка линолеума, прирезка и приклеивание линолеума в стыках, установка плинтусов, укрытие пола опилками. Порядок укладки линолеума показан на рис. 131. 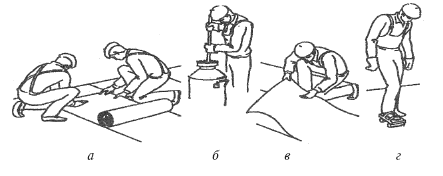 Рис. 131. Укладка линолеума: а – нарезка и раскладка полотнищ линолеума; б – перемешивание мастики веслом; в – прирезка и приклеивание линолеума; г – прикатка. Линолеум можно укладывать насухо и на мастике. Обычно полотнища линолеума, заготовленные на размер помещения в централизованном порядке в мастерских, раскладывают по сухому и чистому основанию и в течение трех суток выдерживают в свободном состоянии при температуре не ниже 10–15 °C, причем выпуклые или изогнутые места линолеума пригружают грузом (мешки с песком) до полного их выравнивания. После этого линолеум с помощью металлической линейки и ножа прирезают к стенам, перегородкам. Линолеумные ковры заготовляют в помещении с температурой не менее 15 °C, а на уровне пола не ниже 10 °C в следующем порядке: прирезают полотнища линолеума, сваривают кромки стыкуемых полотнищ. Сварка линолеума производится посредством аппарата Пилад-220М или СО-104. После сварки ковер переносят на площадку для вылеживания. При поступлении на строительство линолеума в рулонах его раскраивают лишь после того, как он полежит 2–3 дня в теплом помещении. При этом он приобретает эластичность, хорошо раскатывается и не ломается. Раскатывать рулон нужно аккуратно, чтобы не было надломов, после чего отрезают ножом по линейке полотнище нужной длины с учетом припуска на усадку (при длине до 6 м – 2 см, а при длине свыше 10 м – 2–5 см). По ширине рулон раскраивают таким образом, чтобы кромки смежных полотнищ имели нахлестку 1,5–2 см. Инструмент для укладки линолеума приведен на рис. 132. Полотнища линолеума для прирезки и подгонки укладывают вплотную к стенам и прирезают по месту. Подгонка должна быть без зазоров, особенно в местах, где полотнища имеют незакрываемый стык (у дверных проемов и между собой). При раскрое должно быть как можно меньше отходов. В том случае, когда ширина помещения не кратна ширине линолеума, от крайнего полотнища отрезают вдоль необходимый кусок, а остаток используют для укладки в другом месте. Линолеум, укладываемый в труднодоступных местах, раскраивают по шаблонам, вырезанным из картона и подогнанным по месту. Раскроенные полотнища раскатывают и выдерживают до наклеивания не менее двух суток. 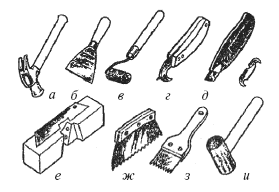 Рис. 132. Инструмент для укладки линолеума: а – молоток металлический; б – шпатель стальной; в – валик линолеумный; г – нож линолеумный; д – нож линолеумный со сменными лезвиями; е – приспособление для прирезки кромок линолеума; ж – шпатель зубчатый большой; з – шпатель зубчатый малый; и – резиновый молоток. Линолеум можно укладывать в помещении лишь по окончании всех строительно-монтажных и отделочных работ. Температура в помещении должна быть не ниже 15 °C, а относительная влажность воздуха – не более 70 %. Уложенное на основание полотнище линолеума отгибают до середины тыльной стороной вверх, затем наносят шпателем мастику на сухое, обеспыленное основание, оставляя полосы шириной 100 мм в местах стыка полотнищ непромазанными. Тонким слоем мастики смазывают тыльную сторону полотнища, после чего на подготовленное основание приклеивают отогнутую и намазанную часть полотнища. Затем приклеивают вторую половину полотнища и кромки. После укладки полотнищ на основание поверхность прикатывают виброкатком (СО-153) для равномерного распределения мастики и увеличения прочности приклеивания. Наклеенный линолеум не имеет герметических стыков. Герметизация достигается сваркой. Сваривать можно пластифицированные линолеумы с небольшим содержанием наполнителя (поливинилхлоридные). Толщина клеевой прослойки не должна превышать 0,8 мм. Наклеивать линолеум можно и другим способом. Для этого полотнище до середины помещения скатывают в рулон лицевой стороной внутрь, затем на основание наносят мастику, после чего линолеум наклеивают, раскатывая рулон. Приклеенное полотнище прикатывают виброкатком. При прирезке кромок смежные полотнища должны перекрывать одно другое на 1,5–2 см. При наклеивании линолеума на мастике КН-2 (быстротвердеющей) кромку прирезают одновременно с укладкой линолеума, а при применении битумных мастик (сохнущих медленно) – через 2–3 дня. Кромки полотнищ должны плотно примыкать одна к другой и образовывать незаметный шов. На кромках, уложенных внахлестку, стык прирезают по линейке острым ножом (рис. 133) (оба полотнища одновременно). После прирезки осторожно приподнимают кромки, очищают тыльную часть полотнищ и основание под ними и наносят мастику, после чего кромки прижимают к основанию и тщательно прикатывают катком. 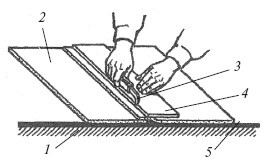 Рис. 133. Прирезка стыка линолеума: 1 – основание; 2 – линолеум; 3 – нож; 4 – металлическая линейка; 5 – мастика Поливинилхлоридный линолеум на теплозвукоизолирующей подоснове сутки выдерживают в помещении при комнатной температуре. Затем его раскатывают по основанию и в этом состоянии выдерживают 48 ч, после чего прирезают по периметру. Прирезанный по размеру ковер разглаживают от середины к краям и крепят по периметру плинтусом таким образом, чтобы нижняя плоскость плинтуса прижимала его к основанию, но вместе с тем не препятствовала его подвижности при изменении температуры. Плинтус крепят к стенам, перегородкам. Наиболее часто встречаемые дефекты в покрытиях – образование пузырей, вздутий, волнистости, щелей, отставание кромок, износ отдельных участков. Пузыри появляются в тех случаях, когда толщина мастики превышает 2 мм (медленно сохнет) или меньше 0,5 мм. Вздутие может возникнуть в результате плохого разглаживания (прикатки) линолеума. Устраняют вздутие путем прокола его шилом (выпускают воздух), после чего это место разглаживают горячим утюгом и кладут на него груз. Можно в проколотое место вспрыснуть шприцем горячую мастику, после чего разгладить. Если вспучена вся поверхность линолеума, покрытие перестилают. Волнистость удаляют так же, как и вздутие. Отклонение поверхности покрытия от плоскости при проверке контрольной двухметровой рейкой не должно превышать 2 мм. Уступы между смежными листами не допускаются. Щели образуются вследствие того, что линолеум перед наклеиванием не был выдержан в теплом помещении и дал усадку. Кромки отклеиваются потому, что мастику нанесли на влажное или грязное основание. Для устранения этого дефекта основание очищают от пыли и хорошо просушивают, наносят более водостойкую мастику и плотно прижимают кромки. Сильно изношенные участки аккуратно вырезают и очищают основание от старой мастики. На вырезанное место кладут новый кусок линолеума, по цвету аналогичный старому. С одного конца вставку наживляют мелкими гвоздями, а с другого прирезают два слоя линолеума – новый и старый. Таким образом, прирезают вставку со всех сторон. После прирезки основание намазывают мастикой, кладут вставку, разглаживают ее и покрывают листом фанеры, на который кладут груз. При укладке линолеума на мастике нужно строго соблюдать меры противопожарной безопасности: запрещается подогревать мастику на огне, пользоваться открытым огнем, хранить мастику следует в закрытой таре. 4. Устройство полов из синтетических плиток Устройство покрытий из синтетических плиток производится в следующем технологическом порядке: очистка и выравнивание поверхности основания, огрунтовывание поверхности основания, сортировка плиток по размерам и отбор их по цвету, размена и разбивка по шнуру осей пола помещения, раскладка плиток без приклеивания по рисунку с подгонкой их в местах примыкания к стенам, перегородкам и т. д., подогрев плиток, нанесение мастики толщиной 0,8–1 мм с разравниванием ее зубчатым шпателем, укладка плиток на мастике с уплотнением торцов резиновым молотком, установка плинтусов, очистка ветошью, смоченной в растворителе, мест с выступающей мастикой, покрытие пола опилками, подогревают плитки лишь в зимнее время при температуре в помещении ниже 10 °C и при укладке их на быстротвердеющей мастике. Стяжку очищают металлическим скребком на длинной ручке, а пыль удаляют пылесосом промышленного типа. Впадины, неровности на стяжке устраняют, подмазывая ее полимерцементным составом с помощью шпателя. Порядок укладки показан на рис. 134. 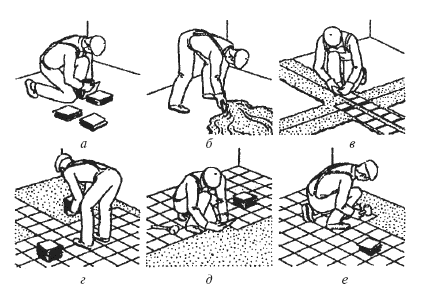 Рис. 134. Порядок укладки плитки: а – подноска, сортировка и раскладка плиток в стопы; б – нанесение на основание мастики; в – начало укладки плиток; г, д, е – укладка плиток  Рис. 135. Варианты укладки плиток Полы из цветных поливинилхлоридных плиток с гладкой или с тисненной поверхностью укладывают по заданному рисунку (рис. 135) на сухое огрунтованное основание. Основания небольших помещений грунтуют маховой кистью, а помещений площадью более 500 см2 – удочкой-распылителем из нагнетательного бачка сжатым воздухом. Плитки вносят в помещение и выдерживают чтобы они приобрели комнатную температуру. После высыхания грунтовочного слоя на нем намечают шнуром продольную и поперечные оси помещений. От точки их пересечения раскладывают перпендикулярно друг другу два ряда плиток, прикладывая их кромками к осям (шнурам) и стараясь уложить по длине и ширине целое число плиток. Если целое число плиток не укладывается, оси смещают или обрезают крайние в ряду плитки на один размер. Плитки укладывают параллельно стенам помещения, начиная от середины, так как при разбивке осей точка их пересечения находится в середине помещения. При укладке плиток под углом 45°, т. е. развернутым способом, кромки плиток параллельны диагоналям помещения. При диагональном расположении плиток по периметру стен делают фриз, ширина которого должна быть такой, чтобы основное поле у фриза по всему периметру имело половинки плиток одного цвета. Для уточнения правильности разбивки рисунка пола нужно до наклеивания плитки уложить насухо. Для этого сначала кладут четыре плитки в месте пересечения осей, т. е. вверх, вниз, направо и налево от центра осей. После этого плитки укладывают поочередно вплотную одна к другой по обе стороны от уложенных ранее четырех плиток по длине и ширине комнаты; если целое число плиток не укладывается, смещают оси. Плитки наклеивают двумя способами: на себя и от себя. При укладке на себя рабочий по мере наклеивания плиток передвигается и находится все время на непокрытом основании; при укладке от себя рабочий передвигается вперед по готовому покрытию. При наклеивании поливинилхлоридных плиток мастику наносят на основание или на плитки. Быстротвердеющую мастику КН-2 наносят на основание (на участок до 2–3 м2, после чего плитку аккуратно укладывают, следя за ровностью укладки и подбором рисунка, а также соблюдая допускаемые зазоры. Мастику наливают из ведра и разравнивают по основанию равномерно зубчатым шпателем. Толщина клеевой прослойки не должна превышать 0,8 мм. Рабочий левой рукой берет плитку и, держа ее обеими руками за боковые кромки, укладывает аккуратно на основание к шнуру либо вплотную к ранее уложенным плиткам на мастику и плотно прижимает ее к основанию. Для полного прилипания плитки к основанию ее простукивают резиновым молотком. Излишки мастики, выступающие из швов, снимают ветошью, смоченной в растворителе, на котором приготовлена мастика. После приклеивания по плиткам нельзя ходить в течение трех суток. Основные дефекты покрытий из плиток: отклеивание плиток, коробление кромок, щели в стыках. Отклеивание плиток происходит потому, что они были наклеены на пыльное или влажное основание. При ремонте приподнимают плитку, очищают основание от старой мастики, пыли, а если оно влажное, то высушивают, после чего на это место наносят новую мастику и приклеивают плитку. В случае отслаивания кромок или углов на плитку кладут плотную бумагу или тонкий картон, разглаживают горячим утюгом, а затем придавливают грузом. Изношенные плитки заменяют новыми следующим образом. Снимают дефектную плитку, очищают основание от старой мастики, новую плитку подгоняют под старое место и укладывают ее на мастику, после чего на несколько часов на плитку кладут груз. Уступы между смежными плитками не допускаются. В связи с тем, что мастика имеет в своем составе вредные растворители, помещения, в которых укладывают полы, следует хорошо проветрить. Горячий битум к месту укладки нужно подносить в закрытой таре с объемом заполнения ее не более чем на 75 %. Мастику допускается подогревать только в горячей воде. В местах хранения мастики и при укладке полов пользоваться огнем нельзя. Курить в помещениях при укладке полов запрещается. Линолеумные полы надо мыть теплой и чистой водой, а при сильном загрязнении – теплой и слегка мыльной водой. Мыть полы с содой нежелательно, так как от соды линолеум теряет блеск и выцветает. Грязные пятна, не снимаемые горячей водой, удаляют скипидаром либо порошком мела. На поверхности линолеума матовые пятна исчезают после натирки его скипидарными мастиками. Глава 5 РЕМОНТ СТОЛЯРНО-СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ И КОНСТРУКЦИЙ Ремонт оконных блоков. Для ремонта оконных блоков применяют древесину хвойных пород влажностью для створок, фрамуг, форточек 9 ± 3 %, а для коробок – 12 ± 3 %. В оконных блоках большей частью выходят из строя бруски коробок и отдельные бруски створок, форточек и реже створки в целом. Отдельные бруски коробок заменяют новыми, изготовленными точно по профилю и размерам заменяемых брусков. Для замены бруска коробки (рис. 136, а) снимают створки с петель, а затем вынимают из проема коробку. После замены бруска коробку по периметру антисептируют и обертывают толем, после чего вновь вставляют в проем, крепят к стене и конопатят зазоры. В отдельных коробках и брусках вставляют взамен поврежденных мест заделки на клею, заделки на клею ставят также в местах врезки петель. Если в створках брусок поврежден целиком, его заменяют новым (рис. 136, б), а если повреждена лишь часть бруска, то заменяют только эту часть. Новый отрезок бруска соединяют с оставшейся частью бруска на шипах и клею. При перекосе створки и ослаблении угловых соединений створку выправляют и в углах устанавливают угольники (рис. 136, в) на шурупах. Вышедшие из строя отливы не ремонтируют, а заменяют новыми (рис. 136, г), устанавливая их взамен старых на клею и шурупах или гвоздях, очистив предварительно место установки от старого клея. В брусках коробок сгнившую часть заменяют новой с соединением на шипах либо в четверть с креплением на клею. В подоконных досках ремонт производят путем вставки рейки на клею (рис. 136, д). Ремонт дверей. В щитовых дверях в процессе эксплуатации отклеивается облицовка и раскалывается обкладка в местах крепления петель. В местах, где отклеилась облицовка, ее приподнимают и очищают от старого клея. Затем это место намазывают клеем и облицовку временно прикрепляют гвоздями или брусками. После схватывания клея гвозди или бруски удаляют. В местах крепления петель в обвязке двери вырезают негодную часть и на клею ставят новую вставку. До полного схватывания вставку крепят к полотну струбциной или гвоздями.  Рис. 136. Ремонт переплетов, коробок, подоконников: а – ремонт коробки – замена нижней части вертикального бруска; б – ремонт нижней части створки, замена брусков; в – крепление углов угольниками; г – замена отлива на наружной створке; д – ремонт подоконника путем вставки рейки на клею. |
|
|||
|
Главная | Контакты | Прислать материал | Добавить в избранное | Сообщить об ошибке |
||||
|
|
||||