|
||||
|
Особенности японских клинков  С точки зрения технологии, японские клинки делались и делаются по сей день из сварочного дамаска с огромным, до сотни тысяч, количеством слоев, а потому чрезвычайно плотного и высокопрочного. Имея притом впечатляющее содержание углерода, чудесный материал приобретал в руках искушенного воина поистине инфернальную силу. Однако прежде чем переходить непосредственно к рассмотрению приемов и способов изготовления легендарного оружия, следует отметить ряд присущих ему своеобразных моментов, а именно: под определение нихон-то, что в дословном переводе означает просто «японский меч», в Стране восходящего солнца попадают абсолютно все типы холодного клинкового оружия, включая копья и алебарды. То есть решительно всякий предмет, имеющий оточенный стальной клинок, автоматически считается «нихон-то». Это, так сказать, клановая фамилия, а конкретная разновидность уточняется отдельно; * традиционно большинство японских клинков изготавливались по единой технологии, отработанной в течение столетий. Любые отклонения носили непринципиальный характер, и едва ли не с X века до наших дней тянется неразрывная нить бесценного опыта. Поэтому даже теперь штучная (не промышленная) выделка самурайских мечей или, к примеру, эксклюзивных кухонных ножей производится так и только так; * японский дамаск отличается от всех прочих тем, что сварке подвергаются слои металла с одинаковым содержанием углерода, а не привычная для Европы и Азии разносортица из железа и крепкой стали; * полоса клинка всегда куется с использованием нескольких сортов дамаска, причем наиболее высокоуглеродистые образуют внешнюю оболочку и лезвие, тогда как внутри располагается пластичный фрагмент. Это позволяет говорить о японских клинках как о составных, что сближает их со скандинавскими; любой японский клинок, претендующий на звание традиционного, представляет собой целый комплекс скрупулезно соблюденных параметров, начиная от геометрических очертаний и заканчивая полированной вручную зеркальной поверхностью и бритвенной заточкой. В этом нерушимом единстве существенную роль играет пресловутый хамон - та самая волнистая линия вдоль лезвия, что появляется как результат хитроумной закалки, и которую так любят изображать художники, дабы у зрителя не осталось сомнений относительно принадлежности меча. Строго говоря, в японском холодном оружии вообще все подчиняется строжайшему регламенту, где учтены и стиль оплетки рукояти, и декор распоследнего пояска на ножнах. Но, к великому сожалению, такая занимательнейшая информация выпадает из тематики данной книги; * в отличие от иных традиций, поверхность японского дамаска никогда не подвергается химической обработке для выявления рисунка. Узор просматривается лишь в небольшой зоне светового блика на полированном металле, а искусство созерцания клинка образует отдельный, весьма утонченный жанр со своими приемами и нюансами. Итак, имея в виду почти полную идентичность различных типов японских клинков в технологическом плане, давайте ограничимся подробным рассмотрением наиболее яркого и известного представителя славного семейства - большого самурайского меча дай-то (дословно: «большой меч»). Воистину, трудно отыскать в анналах истории грешного человечества другое оружие, обладающее настолько явным, испытанным в веках комплексом смертоносных характеристик, выдвигающих его на первое место по эффективности и универсальности применения. Поглядим на нашего героя поближе, так сказать, в упор. Коль скоро речь зашла конкретно о мече, стоит уточнить, что на протяжении веков сформировались две его основные разновидности - тати и катана. Более длинный и заметно сильнее изогнутый тати также и более древний. Его носили слева как саблю, но высоко у пояса и почти горизонтально, на коротких ремнях.  Тати - оружие всадника и воина в доспехах, а также атрибут торжественного парадного облачения, в качестве какового он и дожил до наших суетных дней, когда столкновения больших самурайских армий происходят исключительно на киноэкране.  Катана младше и проще, ее декор редко способен соперничать с роскошными тати в силу несколько иного назначения - этот тип оружия стал преобладающим в мирную Эдосскую эпоху, когда железная воля Иэясу Токугавы окончательно сковала страну в единое целое, положив конец нескончаемым гражданским войнам и смутам. Катана - чаще всего принадлежность гражданского человека и повседневного костюма, так как носят ее, заткнув за пояс, а при доспехах это невозможно, во всяком случае, затруднительно. Клинок короче и прямее, оформление рукояти также чуточку иное. Разумеется, габариты и степень кривизны могут изменяться в ту или иную сторону, но общие принципы остаются неизменными. Взглянем на клинок катаны в его первозданном виде: средняя величина прогиба полосы равна ее ширине, а для тати этот размер удваивается или даже утраивается. Длина рабочей части составляет (для катаны) 70-80 см. Длина хвостовика - от 18 до 24 см. Толщина у рукояти доходит до 10 мм, но подобные тяжелые клинки встречаются только у ранних, сугубо военных тати, обычно же - не более 8 мм. Это следует помнить современным отечественным любителям изготовления реплик, отчего-то склонным полагать цифру 5 мм вполне достаточной. К острию толщина клинка плавно и равномерно сбегает до 3-4 мм. Максимальный прогиб (сори) полосы может быть смещен относительно центра либо к рукоятке, либо к острию. В первом случае говорят о коси-зори или бизен-зори, поскольку данный стиль употреблялся в знаменитой своими оружейниками провинции Бизен, а форму клинков второго типа именуют саки-зори (саки - «острие, вершина»), но подобный изгиб редок среди мечей и характерен для нагинаты. Если точка наибольшего прогиба расположена посередине, такая форма называется тории зори или кё-зори. Тории - ритуальные ворота с плавно изогнутой верхней перекладиной, один из основных атрибутов древней религии Синто, а «Кё» - другое наименование провинции Ямасиро, известной подобными клинками. Прямая, точно струна, форма полосы называется му-зори. «Му» означает отрицание, отсутствие чего-либо, в данном случае - прогиба. Некоторые редкие типы старинных ножей (танто, айкути) могли иметь обратный, ятагаяный изгиб, обозначаемый термином учи-дзори или такено-ко-зори, «Учи» - «внутренний», «такеноко» - «росток бамбука». Вообще же известно пять канонизированных традиций или школ изготовления мечей. В эту пятерку (Гокадэн) входят, помимо названных Бизэн-дэн и Ямасиро-дэн, также Ямато-дэн, Мино-дэн и Соею-дэн. Структура клинка Теперь, поскольку нас интересует главным образом металлургия клинков, рассмотрим оригинальные составляющие японского дамаска, не встречающиеся более почти нигде. Возьмем для примера увеличенный фрагмент того же меча. Передвигаясь слева на право, мы видим следующие зоны и детали на его поверхности:  * Ха - режущая кромка, лезвие, заточенное вручную до немыслимой остроты, соизмеримой с остротой лучших булатных клинков. Известно, что японские мечи способны разрезать в воздухе шелковые платки ничуть не хуже индийского булата. * Якиба - несколько более светлая зона стали, каленой до высокой твердости, собственно рабочая часть клинка. * Хабути (хабучи) - отчетливая граница, разделяющая якиба и существенно менее закаленную зону дзи, образующую боковую поверхность клинка (о том, как именно достигается подобный эффект, будет рассказано ниже). * Хамон, что приблизительно можно перевести как «образ лезвия», составлен совокупностью кристаллических мартенситных структур Ниэ и Ииои. Именно благодаря хамон граница становится видимой. В то время как словом хабути обозначается собственно стык, хамон имеет скорее художественный, нежели технический смысл. Известно много канонизированных форм и разновидностей хамон, по рисунку которого опытный специалист в состоянии определить не только эпоху и школу, но даже конкретного мастера, жившего, быть может, несколько столетий назад. Ниэ - крупные кристаллы мартенсита, сосредоточенные вдоль оси хабути. Ниои - плотные скопления мелких кристаллов, невидимых невооруженным глазом, но различимых в зоне светового блика как мерцающие туманности. * Ниже линии хамон заметны островки и вкрапления табияки. Это крохотные участки, буквально зерна каленой стали на просторах дзи. Помимо чисто закалочных структур хамон, на боковой плоскости клинка можно уловить тончайший узор самого дамаска. Он называется хада и ничем не отличается от всякого иного, ему подобного, за исключением высокой чистоты и плотности рисунка. Существует путаница относительно того, какое количество слоев имеют японские клинки. Очевидно, что полоса, сложенная вдвое, имеет два слоя, а сложенная еще раз - четыре, и так далее, в геометрической прогрессии. Пятнадцать последовательных операций дадут нам свыше 32000 слоев. Бессмысленно наращивать эту цифру бесконечно, так как после приблизительно 250000 металл теряет структуру и вновь становится однородным. Во всяком случае, большинство клинков имеют несколько десятков тысяч слоев прекрасной высокоуглеродистой стали, и это обстоятельство делает японский меч неподражаемым по прочности и боевым качествам (заметим, что современные сорта европейского, американского и российского дамаска считаются превосходными, если состоят из 2-4 тысяч слоев, и продаются за хорошие деньга. Рядовая же поковка имеет не более 300 слоев и доступную цену). Соответственно, узор получается невероятно нежным, почти эфемерным. Он не может стать видимым без специальной ручной полировки, секреты которой тщательно передаются из поколения в поколение на протяжении едва ли не тысячи лет. Никогда японские мастера не опускались до вульгарного травления поверхности, чтобы силой вытащить на свет волшебное кружево, а медитативное созерцание меча в свое время составляло важный аспект самурайского быта. Если вы просто вонзите орлиный взор в сияющую сталь, то не увидите ничего, кроме наиболее явной линии хамон, так как умению разглядывать клинок нужно учиться. Для успеха важны многие факторы, но главное - характер освещения: дневное оно или искусственное, рассеянный свет или концентрированный, теплый или холодный, и т. п. Тип узора зависит от того, как именно складывался и протягивался металл во время формирования клинка. Выделяют несколько базовых разновидностей, две из которых предлагаются вашему вниманию. Когда заготовка проковывается каждый раз в одном и том же направлении вдоль своей плоскости, получается масамэ хада. Рисунок состоит из слегка волнистых параллельных линий, соответствующих залеганию слоев металла. 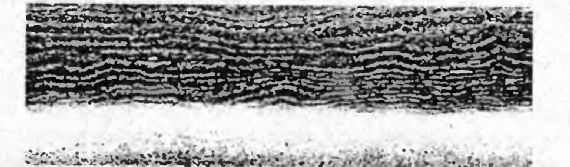 Если ковать сталь то в одном, то в другом направлении, нарушая равномерность структуры ударами различной силы, получается мокумэ хада, напоминающая некоторые сорта европейского дамаска. 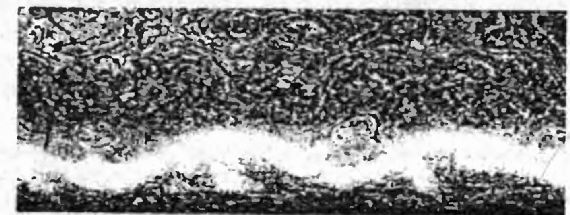 Из других видов узора можно назвать: * Аясуги хада, представляющий собой тот же масамэ хада, но слегка искаженный за счет регулярного изменения силы удара молота. Его легко определить по характерным синусоидальным всплескам рисунка, чем-то похожего на узор современного катаного дамаска. * Итамэ хада, получаемый посредством ковки полосы то в одном, то в другом направлении, причем лицевая сторона заготовки используется для боковой поверхности клинка. * Насидзи хада. Слово «насидзи» означает «кожица груши». Это плотный вариант мокумэ хада с большим количеством поверхностных ниэ. * Бизен хада или конука хада. Это плотный вариант насидзи хада с меньшим количеством ниэ. «Конука» означает «рисовые отруби». * Мудзи хада. Здесь «му» - отрицание, «дзи» - боковая поверхность, соответственно, название можно перевести как «поверхность, лишенная узора». Подобным образом именуют клинки с чрезвычайно мелким, плотным, трудноразличимым рисунком. Но данный термин служит причиной путаницы, поскольку им пользуются также для обозначения дзи-сёва-то (боковой поверхности клинков, изготовленных в эпоху Сева (1925-1989 г.) и великого множества клинков машинной выделки времен 2 Мировой войны (син-гунто, то есть «современных военных мечей»), которые делались из некованой стали, вообще не имеющей узора. Разумеется, на деле поверхность клинка выглядит совсем не так, как показано выше. Полированный металл отнюдь не черен, а линии узора едва заметны, будто изморозь на стекле. Просто для наглядности рисунок проявлен искусственно, изменены его тональность и контраст, так как в противном случае на бумаге не отобразилось бы вообще ничего. Представленные выше типы считаются базовыми формами. Они могут варьироваться по размеру и плотности, а некоторые клинки имеют даже несколько хада одновременно. Например, отличительной чертой изделий школы Сиккакэ из провинции Ямато является комбинация узоров мокумэ и масамэ вдоль оси клинка. Подобные коктейли характерны для многих мастеров прошлого, и обозначают их особыми терминами. Теперь пришло время подробнее рассказать о технологии японского дамаска и стадиях его превращения в легендарное оружие, потому что мало иметь первоклассное сырье - предстоящий путь долог и коварен множеством самых неожиданных ловушек. Технология изготовления клинков  Он был плавлен в огне небывалом, Он стократную испытал закалку. И в сраженьях непобедимым стал он От такого меча помереть не жалко! У Чэнэнь. «Путешествие на Запад» При внимательном рассмотрении обнаруживается интересная параллель между Японией и Северным Кавказом - в обоих случаях для получения исходного железа применялась единственно доступная местная руда, представляющая собой крупный черный песок, состоящий почти исключительно из окиси железа. До того как лихие черкесы поняли, что покупать уральскую сталь легче, чем выплавлять ее самостоятельно, они терпеливо нажигали древесный уголь и раздували свои маленькие печи, дававшие слитки губчатого железа. Затем его ковали, науглероживали в горне, и так далее. Японцы же по сей день предпочитают использовать традиционные методы, разумеется, когда дело касается изготовления настоящих клинков. Получение стали Песок, образовавшийся в результате естественной эрозии горных пород, называется сатэтсу. Есть мнение, что он содержит небольшие количества хрома, молибдена, ванадия и прочих чудесных элементов, дающих в итоге легированную сталь. Вполне возможно, что так оно и есть, хотя лично я спектрального анализа не проводил, а все виденные до сих пор источники ограничиваются голословными клятвенными утверждениями без каких-либо конкретных цифр. Ну, да ладно. В процессе плавки в традиционной печи татара из руды, как и полагается, улетучивается целый сонм вредных примесей, а древесный уголь привносит необходимый углерод. Конечным результатом огненного действа является первичная сталь тамахаганэ с содержанием углерода от 0,6 до 1,5%. Поскольку для разных частей клинка требуется металл различного качества, то мастер должен на глаз (!) рассортировать продукт, руководствуясь при этом исключительно собственным опытом и чутьем, поскольку пращуры научных методов не знали, а ныне здравствующие деды всякие масс-спектрографы отвергают с понятным презрением. Собственно ковку большинство кузнецов начинают с использованием 1,5%-ной стали, так как углерод обладает неприятной способностью выгорать из раскаленного железа. До начала работы уважающий себя специалист обязательно постится и совершает освященные веками обряды перед алтарем, расположенным тут же, в кузне. Если вы посмотрите на гравюру с изображением японской мастерской, украшающую собой заставку данной главы, то заметите растянутые на веревках бумажные пучки и гирлянды - непременный атрибут древней религии Синто. Готовый клинок несет в себе часть души создателя, и этот дух может либо покровительствовать, либо вредить будущему владельцу. Поэтому мистической стороне дела отводилась первостепенная роль. После сортировки начальный запас тамахаганэ оказывался поделенным на две части - низкоуглеродистую сталь синганэ (0,5%С) и высокопрочную каваганэ (1,5% С). Первая шла на изготовление пластичного сердечника, а вторая - на твердую внешнюю оболочку. Здесь необходимо сделать отступление и рассказать о строении классического японского клинка. Он, как уже отмечалось, всегда составной, как мечи викингов. Подобная конструкция, бесспорно, лучше однородной по общей прочности и ряду тонких боевых аспектов, связанных с паразитическими вибрациями во время удара (о зловредном явлении подробно написано в главе «Закалка и травление», здесь же можно добавить лишь то, что японский меч вообще лишен склонности к вибрации не только из-за внутренней структуры, но также благодаря изрядной толщине и жесткому ромбовидному сечению. Именно поэтому вся сила удара без потерь идет на рассечение препятствия). Если не брать в расчет неизбежные отклонения от наиболее распространенного стиля, то в разрезе клинок выглядит так: Обратите внимание на залегание слоев - оно различно, причем здесь показан оптимальный вариант, когда сталь работает наилучшим образом. При этом на внешней поверхности образуется рисунок типа итамэ хада, напоминающий текстуру дерева.  Обратный случай не столь хорош, так как в зоне режущей кромки слои металла оказываются направленными поперек оси удара. Иногда проблему решали за счет усложнения (и, разумеется, изрядного удорожания) конструкции, применяя не две, а три или пять разновидностей стали. 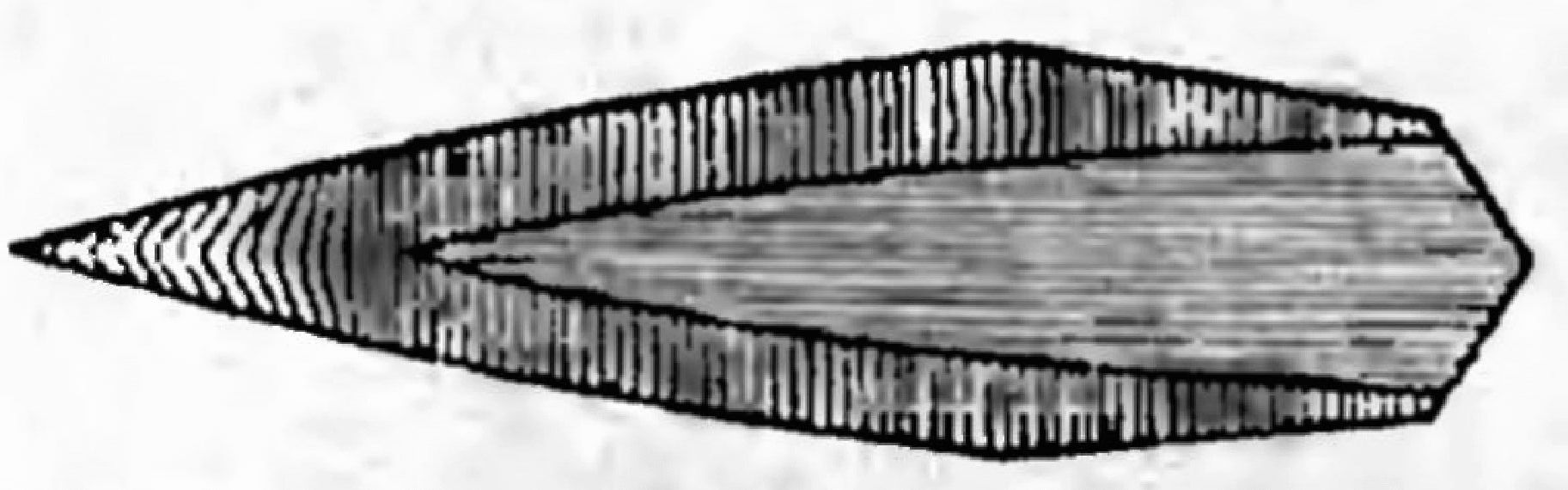 Например, в способе хон-сан-май-гитаэ лезвие наваривалось отдельно из очень твердой хаганэ. Внешняя оболочка с подобным расположением слоев давала узор типа «масамэ хада», образованный почти параллельными линиями. Но такая структура встречается редко и подобные клинки по праву считаются бесценным сокровищем (когда-то семейным, теперь - национальным). При этом их оправа далеко не всегда выглядит достойной князя или великого полководца, что странно, хотя в японских традициях и принято подчеркивать изысканность сути, сердцевины нарочитой грубостью обрамления. 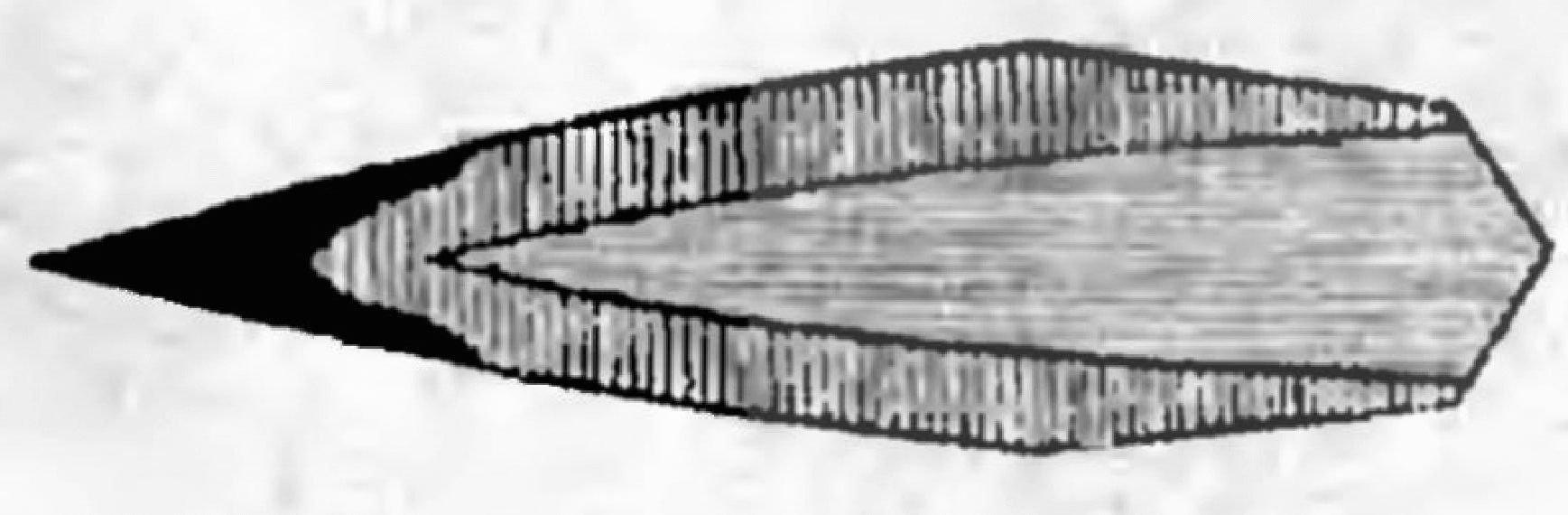 Ковка полосы  Говоря об узоре на японских клинках, нужно помнить, что заготовка ковалась без предварительного чередования железных и стальных  пластин в стопке, и в этом принципиальное отличие от всех иных традиций. Пакет набирали из металла с одинаковым содержанием углерода, высоким - для «покрышки», и средним - для сердцевины. Неправильно считать, будто внутренний фрагмент оставался сырым и мягким. Отнюдь! Синганэ никак не железо, а превосходная 0,5%-ная сталь, закаленная в достаточной степени для того, чтобы обеспечить упругость наряду с пластичностью. Она, как и ответственный внешний чехол, представляла собой сварочный Дамаск с огромным количеством слоев, и требования по качеству были столь же высоки. Оба сорта дамаска ковали одинаково: исходная пластина тамахаганэ разделялась на несколько частей, которые затем складывались стопкой (см. фото), нагревались, обсыпались флюсом и сваривались молотом воедино. Затем болванку оттягивали в длину, надрубали посередине, складывали вдвое и снова сваривали, повторяя нехитрую операцию как минимум десять раз. Обычно внешняя сталь ковалась дольше и приобретала большее количество слоев. В зависимости от сочетания продольных или поперечных сгибов получался тот или иной тип дамаска с характерной структурой и присущим ему рисунком: (слева масамэ, справа - итамэ). 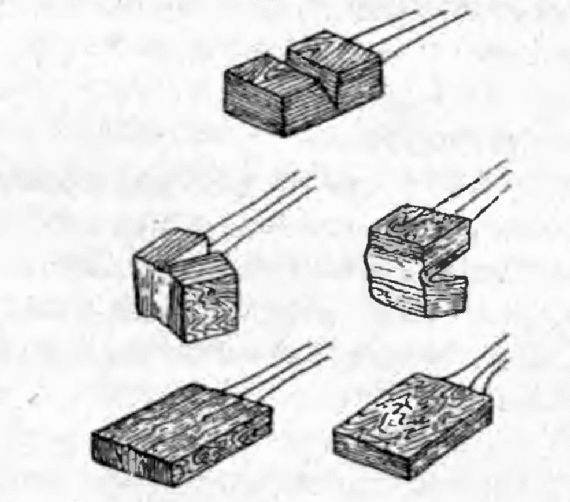 Готовую пластину каваганэ оттягивали несколько шире и длиннее, сгибая пополам вдоль. Из синганэ формировали что-то вроде клина или кораблика, который затем вбивался (разумеется, в нагретом состоянии) в согнутую каваганэ. Образовавшаяся конструкция сваривалась в одно целое и растягивалась в плоское и длинное подобие клинка со свойственным данной школе и типу меча прогибом. От того, насколько равномерно и качественно произведена оттяжка, зависели боевые характеристики оружия, поэтому данная операция считается чрезвычайно важной. Если между сердечником и покрышкой проникали грязь, окалина, или же по какой-то иной причине слои металла не сваривались друг с другом, то вся предыдущая работа пропадала всуе, а полоса бесповоротно шла в брак. Интуиция мастера сказывалась также в том, что клинок способен менять прогиб во время закалки, и масштаб возможных изменений следовало учитывать заранее. 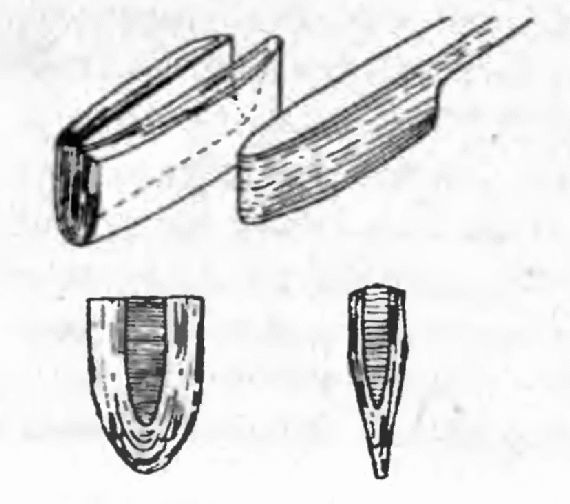 Механическая обработка Следующий этан носит название сиагэ - формообразующая обдирка и грубая шлифовка. Это первая стадия подготовки клинка к термической обработке. Для того чтобы из плоской полосы получить заготовку классического ромбовидного сечения, применялся специальный двуручный струг сэн. По сути, это было что-то вроде рубанка с ножом, изготовленным из обломка бракованного меча или нагинаты и закаленным до высокой твердости, «насухо». Гоняя его вдоль полосы, физически выносливый, опытный мастер добивался своего гораздо быстрее, чем может показаться. Если же он по причине преклонного возраста не мог сам насладиться такой гимнастикой, то работа поручалась жилистому ученику. Важно было не только придать железке правильную, абсолютно симметричную форму, но и обеспечить равномерное уменьшение толщины к острию. От точности соблюдения геометрических параметров зависело, несомненно, самое важное качество боевого клинка - его баланс. Именно развеской настоящее оружие отличается от бутафорского и сувенирного. Далее поверхность обрабатывалась напильником и начерно шлифовалась на крупнозернистом камне. Это придавало ей некоторую шероховатость, совершенно необходимую при закалке, чтобы глиняное покрытие (см. ниже) держалось крепко. Металлургический анализ показывает, что сталь на этой стадии состоит из смеси перлита и феррита. Закалка Прежде чем приступить к процессу закалки, полосу покрывали особым составом на основе глины, причем на лезвии оставляли тонкий, почти неощутимый слой, а на боковых гранях - толстый. Обмазка клинка называлась цутёки и предназначалась для создания различных скоростей охлаждения металла в воде. При этом режущая, рабочая зона (якиба) приобретала высокую твердость, а основная толща клинка сохраняла некоторую пластичность. Как мы уже знаем, подобный прием с успехом использовали черкесы и дагестанцы при изготовлении кинжалов. Правда, они брали глину в ее природном состоянии, тогда как японцы и здесь остались верны себе - рецептов обмазок известно множество, их ингредиенты и пропорции не очень-то разглашались, а таинство приготовления восхитило бы европейских алхимиков. От того, насколько тщательно и как нанесено покрытие, напрямую зависел тип узора хамон, присущий данной провинции, школе, мастеру. Незначительные нарушения технологии или неосознанные ошибки приводили к выбраковке практически готового клинка, так как исправить что-либо было уже невозможно. Достаточно сказать, что даже у знаменитых дедушек, признанных «Живым Национальным Сокровищем», едва ли не половина мечей уходит «в отвал» именно на стадии закалки, и заметную долю в печальном списке составляют каверзы глины. Сама по себе закалка (яки-ирэ) не отличается никакими национальными особенностями. Раскаленный клинок опускают в корыто с водой - и делу конец. Обо всем этом подробно рассказано в соответствующей главе. Считается, что как раз в момент погружения, когда стихия огня борется со стихией воды, дух мастера передается бесчувственной стали, и оружие получает личностные признаки, своего рода душу. Эта субстанция может оказаться добродетельной или злонамеренной - в зависимости от качеств родителя. Известны мечи, несущие мир и спокойствие, но анналы японской истории полны рассказами и о мечах-убийцах, сущих исчадиях ада, постоянно жаждущих крови и приносящих владельцу страдания и гибель. Похожее отношение к оружию встречается у народов малайского архипелага, но об этом разговор особый (см. материал о крисах). Итак, цутёки (обмазка). Хотя глиняная смесь не включает в себя так уж много компонентов, для ее приготовления нужен солидный опыт и пристальная японская тщательность. Проблема состоит в нежелании покрытия работать согласованно со сталью, то есть проявлять прочность в раскаленном виде и отскакивать после завершения процесса закалки. Самое трудное состоит в приготовлении такой смеси, чтобы она удалялась с клинка посредством легкого постукивания. Один из возможных рецептов выглядит следующим образом: * 50% огнеупорной глины * 30% толченого в порошок песка * 20% щелочи и древесного угля Назначение песка - препятствовать растрескиванию покрытия при высыхании. Заменой ему может служить смесь толченого кирпича, пемзы (силикат магния), фильтровального порошка и диатомитовой земли. Примечательно, что для клинков разного размера, с различной кривизной и процентным содержанием углерода требуются разные комбинации с привлечением порой вполне экзотических ингредиентов. Щелочь (NaOH) имеет низкую температуру плавления и является связующим звеном, пластификатором для глины на протяжении всего цикла нагрева и охлаждения. В древности использовали смесь из жженой извести, соломенной золы, толченого песчаника «омура» и глины. Все вещества (кроме щелочи) должны быть тщательно измельчены в пыль и просеяны, а затем отмерены и соединены в нужной пропорции в сухом виде. Далее следует добавить около двух чайных ложек NaOH в восемь частей воды, но ни в коем случае не лить воду на щелочь, так как реакция растворения происходит с выделением тепла, и жгучий раствор, вскипев, будет выброшен вам прямо в лицо. Получившуюся жидкость постепенно доливают в сухую смесь, медленно перемешивая деревянным шпателем. Нельзя допускать резких движений, чтобы в толще не появились пузырьки воздуха. Регулируя консистенцию добавлением смеси или раствора, добиваются густоты сметаны или масляной краски в тюбиках. Любые комки и прочие дефекты абсолютно исключены, поэтому размешивание продолжается неопределенно долго до получения идеального результата. Густота определяется интуитивно, исходя из горького личного опыта. Слишком жидкая обмазка дает значительную усадку при высыхании и покрывается трещинами, а густую трудно нанести равномерным слоем. Покрывают клинок не сразу - тесто должно выстояться не менее 18 часов, только после этого оно считается готовым. Чтобы клинок во время закалки не «повело», перед обмазкой его обязательно отжигают, нагревая немного выше закалочной температуры (порядка 830 °С), поместив в контейнер с травяной или соломенной сечкой. Это предохраняет сталь от соприкосновения с атмосферным воздухом и, соответственно, от выгорания драгоценного углерода. Можно, хотя это и хуже, просто плотно привязать клинок к толстой железной полосе и раскалять совместно. Охлаждение - с горном, очень медленно, буквально в течение суток. Непосредственно перед обмазкой клинок старательно зачищают на крупнозернистом камне, оставив толщину режущей кромки не менее 2 мм, чтобы закалка произошла равномернее. Необходимо самым тщательным образом удалить с металла все отпечатки пальцев, пятнышки ржавчины, окалины и прочие наслоения, иначе брак неминуем. Сначала наносится очень тонкий слой глины, что-то вроде грунта, и ему дают просохнуть. Плотно укрыв сталь, этот слой препятствует образованию больших паровых пузырей во время погружения раскаленной полосы в воду. Большие пузыри замедляют отвод тепла и приводят к появлению зон пониженной твердости, тогда как множество мелких пузырьков, наоборот, ускоряют и выравнивают теплопередачу. Для формирования линии хамон пользуются легким, тонким, узким деревянным шпателем типа столового ножа, смоченным в воде. Граница образуется слоями глины, накладываемыми выше нее по направлению к спинке клинка. Продвигаясь вдоль боковой поверхности, аккуратно растягивают тесто, терпеливо и нежно выглаживая его так, чтобы слой имел одинаковую толщину. Чередуя процесс наращивания с небольшими подсушками, доводят окончательный слой до 5-6 мм. Образование тонких волосяных трещинок считается нормальным явлением. В итоге мы получаем клинок, у которого боковые грани и спинка плотно охвачены глиной, а рабочая зона (якиба) лишь слегка покрыта, будто окрашена, той же смесью.  Но далее нужно произвести еще одну специфическую операцию, не имеющую аналогов в мире - ребром шпателя на поверхность якиба наносят тонкие поперечные полоски аси немного разжиженным составом. Поскольку слой глины в этом месте становится толще, чем вокруг, при закалке под ней образуется дорожка чуточку более мягкой стали, разбивающая непрерывность твердого металла и препятствующая распространению фатальных трещин во время свирепой рубки. Совокупность границы той или иной формы и различного наклона и частоты аси обусловливает неповторимый, строго индивидуальный тип рисунка хамон, заранее заданный и в то же время непредсказуемый. Готовое творение должно медленно высохнуть в прохладном затененном помещении, и чем спокойнее будет сушка, тем меньше растрескается глина. Во всяком случае, сутки-двое ожидания являются минимальным сроком. Затем клинок следует так же осторожно прокалить в течение часа, нагрев до температуры 120-130 °С. Это делается непосредственно перед закалкой, так как иначе гигроскопичное покрытие наберет изгнанную влагу обратно из воздуха, а затем в огненной геенне горна оно с треском отскочит от стали, разорванное микровзрывами пара. На четырех фото мы последовательно видим:
Существует изрядное количество канонизированных разновидностей хамон, и для опытного специалиста по оценке мечей достаточно 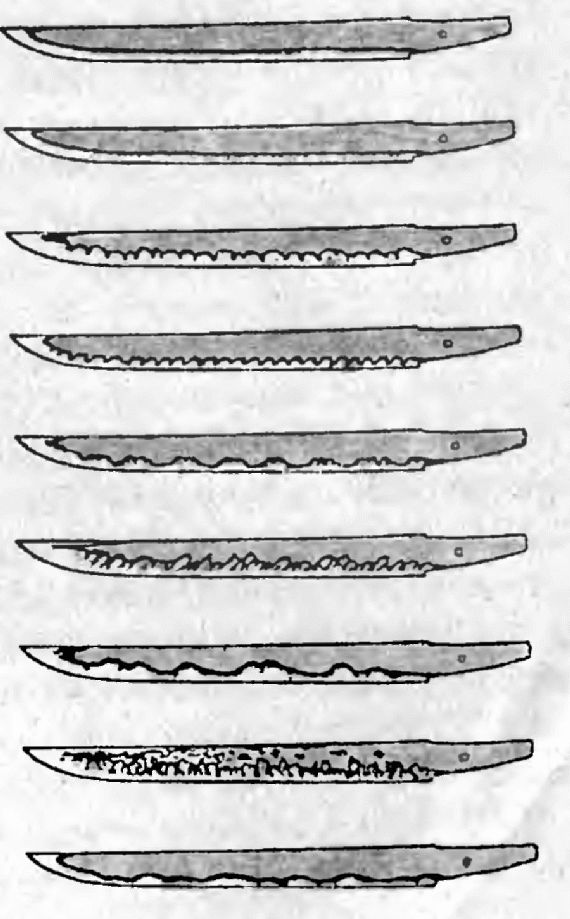 порой единственного взгляда на клинок, чтобы точно назвать, как минимум, эпоху и школу. Вот перед нами лишь некоторые из них, явленные на поверхности большого боевого танто. Нет смысла приводить мало что говорящие нам специфические японские наименования каждого типа хамон, но для любознательных натур можно назвать несколько самых ходовых: например» сугуха (прямолинейный), мидарэ, нотарэ, гуномэ (волны), тёдзи (зерна) и так далее. В зоне киссаки линия хамон не обрывалась кое-как, а завершалась строго определенным, характерным для данной школы образом, закругляясь по направлению к спинке клинка изящным поворотом, формы которого называются боси (боши )у а насчитывается оных (только базовых вариантов) около двух десятков. Когда подготовительные операции с блеском завершены, наступает самый главный и ответственный момент - закалка. Клинок помещают в горн и нагревают до температуры 810-830 °С. Важнейшим условием является равномерность процесса, для чего полосу постоянно слегка шевелят в толще древесного угля. Излишне уточнять, что температура определяется на глаз по оттенку свечения заготовки. В нужный, интуитивно прочувствованный момент мастер извлекает будущий меч из горна и одним решительным движением погружает лезвием вниз в корыто с водой, относительно температуры которой встречаются самые противоречивые сведения. Тогда как ряд солидных источников настаивает на том, что вода должна быть ледяной и подсоленной, не менее уважаемые оппоненты пишут о теплой воде. Скорее всего, конкретный вид ванны определялся исходной сталью, содержанием в ней углерода и многими иными факторами, ведомыми лишь самому маэстро. Чем холоднее вода, тем быстрее отводится тепло и тем тверже получается сталь. Растворение соли также увеличивает теплоотдачу. Соответственно, подогретая вода даст более щадящую закалку. Чем утлеродистее сталь, тем нежнее следует с ней обходиться. Немедленно после закалки нужно освободить клинок от глины и подвергнуть отпуску при температуре 195-200 °С. О том, что это дает, подробно рассказано в специальной главе. Но даже после этого требуется не менее года для полной стабилизации кристаллических структур. Чтобы не терять времени, клинки старили искусственно путем десятикратного нагрева до температуры отпуска и медленного, естественного охлаждения. Теперь, имея прекрасно закаленный клинок, его нужно подготовить для финальных операций, которые производит уже другой специалист. Пока же кузнец делает вот что: * предварительно шлифует поверхность относительно крупнозернистым камнем, что позволяет выявить дефекты сварки, закалки и т. д.; * при помощи напильника делает специальную насечку ясуримэ на хвостовике клинка, сугубо индивидуальную либо для него лично, либо для его школы и стиля; * сверлит крепежное отверстие для шпильки мэку-ги фиксирующей рукоятку; * ставит свое клеймо или подпись (мэи) на поверхности хвостовика, который никогда не зачищается (не должен) на протяжении всей жизни меча, поскольку характер ржавчины является важным аспектом в деле оценки возраста предмета; * прорезает долы (хи) или выполняет художественную гравировку клинка (хоримоно). Чаще долы выстругивал ученик при помощи особого резца, а рисунок наносил другой мастер. На этом сфера компетенции кузнеца заканчивалась, и клинок попадал в руки профессионального полировальщика. Считалось неэтичным самостоятельно полировать и затачивать меч, так как традиционно этим занимались целые династии истинных виртуозов своего дела. Примечательно, что в Европе ни о чем таком не слыхивали, и мастер единолично вел свое детище от горна до украшения и сборки. Стоит ли удивляться тому, что японские мечи намного превосходили и превосходят европейское холодное оружие независимо от его типа и национальной принадлежности - узкая специализация всегда плодотворнее универсализма. Искусство полировки  На сегодняшний день в Японии существует две старинных школы полировки мечей: Хонъами и Фудзисиро, в которых проходят обучение молодые люди, проявившие неординарные способности и проскочившие через сито жесткого отбора. Хонъами. Эта школа является наиболее древней и традиционной. Семейство Хонъами занимается оценкой мечей и обучает искусству полировки непрерывно, начиная с XIII века. Первые два года посвящены освоению азов процесса, а три последующих - тонким финальным операциям. Лишь по прохождении полного курса ученик допускается к полировке меча от начала до конца. Фудзисиро. В отличие от своих именитых конкурентов, ученики данной школы быстро переходят от стадии к стадии, поскольку наставники считают, что юноша скорее заметит собственные погрешности в предварительной шлифовке, если тотчас, на этом же клинке произведет завершающие действия. Несмотря на разницу в методиках, обе школы схожи незыблемостью принципов самого ревностного следования традициям высочайшего качества, какое только можно представить. Прежде чем аттестоваться для самостоятельной работы, ученик проходит десятилетнюю стажировку, цель которой - выработать опыт в вопросе оценки меча. Настоящий мастер с первого взгляда обязан однозначно и безошибочно определить, где, когда и кем изготовлен клинок, ибо от этого зависит подбор камней для его полировки. Вероятно, необязательно уточнять, что неверный ассортимент приведет к порче изделия. Вполне может статься, что данный клинок не выдержит экзекуции, будучи слишком старым и затертым. Поскольку инструментом служат абразивы, то с каждым разом толщина стальной оболочки меча (каваганэ) уменьшается, и рано или поздно ей приходит конец. Но зато, хотя полный цикл полировки и заточки предполагает не менее двух недель упорного труда, зеркальная поверхность и бритвенная острота сохраняется почти 100 лет! Для полноты картины предлагаю увлекательный и подробный рассказ об учебном процессе и традициях школы Хонъами. Его автор - знаменитый современный полировальщик Кэндзи Мисина, биография которого весьма примечательна. В 1974 году он становится учеником Кокана Нагаямы, одного из величайших полировалыциков, официально признанного «Живым национальным сокровищем Японии». После обучения Кэндзи Мисина завоевал 2 первых, 6 вторых и 4 третьих приза на конкурсах полировки, и был уполномочен правительством полировать клинки в Национальной сокровищнице мечей в 1984 г. Также он имел честь полировать личный танто принцессы Масако в 1993 г. Этот церемониальный танто, изготовленный руками самого Масамунэ, переходит к каждой последующей императрице при ее коронации. Шесть лет он прожил в Англии, где работал для Британской королевской семьи, Британского музея и частных коллекционеров, вернувшись в Токио в 1992 г. Является членом «Комитета XXI века» по культуре японских мечей, отвечая за информацию по синсяку то (вновь изготовленные мечи) и гэндайто (современные мечи). Теперь предоставим слово самому кудеснику: «Для полировки японских мечей используются уникальные методы, отличающиеся от тех, что находят применение в обработке всех прочих мечей и ножей. Наша школа имеет более чем 600-летнюю историю, на протяжении которой искусство полировки развивалось и умножалось многими поколениями мастеров. Первые полировщики из семьи Хоннами были приглашены сегуном Асикага в XIV столетии (начало периода Муромати). В течение всего периода Токугава более 12 поколений Хонъами работали на даймё и сегунов. Сегодня мы используем традиционные методы, вобравшие в себя вековой опыт и знания о мечах, что является решающим фактором в полировании. Первоклассный полировщик обязан хорошо знать все аспекты клинка, который он обрабатывает, а также свойства применяемых камней. Неправильная процедура может привести к непоправимой порче клинка и его обесцениванию. Попросту говоря, неумелый дилетант даже не подозревает, насколько серьезные проблемы он создает. Чтобы стать первоклассным полировщиком, требуется первоклассный учитель и огромное количество времени и тяжелой работы. Я обучался у мастера Нагаямы пять лет, а затем на протяжении еще восьми лет работал старшим инструктором в школе. Первые три месяца я не имел ни одного выходного или свободного дня. Мне было запрещено прикасаться к клинкам целых полгода, и я должен был пользоваться бокутй (деревянным мечом), чтобы выработать правильную позицию для полирования. Моей главной ежедневной задачей были уборка, покупки и приготовление пищи для 12 учеников школы (в результате я стал также прекрасным поваром). Эта работа продолжалась в течение года, пока не набрали новых учеников. Первый год обучения особенно важен в становлении полировщика. Новичок привыкает сохранять необходимую концентрацию и терпение, а также уважение к учителю и старшим товарищам. К сожалению, есть великое множество юношей, желающих стать полировщиками мечей, но лишь некоторые из них выдерживают столь суровую учебу. Возможно, японцы более терпеливы и готовы пройти через все трудности обучения, чтобы стать в конце концов мастером полировки. Я совершенно уверен, что первоклассный полировщик должен иметь возвышенную душу, сосредоточенность и вести скромный образ жизни. Вот потому-то в наши дни так мало истинных мастеров. Конечно, существует много скверных самозванных полировщиков и любителей, но им никогда не удастся выполнить подлинную полировку Хонъами. На втором году обучения мы приступаем к полированию настоящих клинков, используя бракованные экземпляры. Требуется около двух лет для освоения методов грубой шлифовки и три года для освоения тонких финальных операций. Я не стану приводить здесь конкретные технические рецепты, т.к. существует большое число факторов, важнейший из которых - врожденные способности и склонность человека к точности и порядку. Это является граничным условием, и одной только тяжелой работы и трудолюбия совершенно недостаточно. Я знал много учеников, работавших чрезвычайно много и усердно, однако результат был печален и совсем не соответствовал затраченным усилиям. Хочу сказать, что всегда буду счастлив поддержать стремление и упорство, и благодарю Бога за данный мне небольшой талант. Не существует авторских сертификатов или дипломов для полировальщиков, однако всего нескольким мастерам доверялась полировка клинков из Национальной сокровищницы мечей - в том числе и мне. Среди большинства полировщиков нет единого мнения на этот счет. Некоторые полагают, что разновидность сертификата для полировщика (как и для мастера хабаки, сайя и косираэ) служит победа на конкурсе полировщиков мечей, который проводится под эгидой NBTHK («Японской ассоциации сохранения искусства мечей»). Вред, который приносят неумелые манипуляции дилетантов, является чрезвычайно серьезной проблемой. Некоторые из испорченных таким образом клинков почти невозможно исправить настолько, чтобы ущерб не был заметен. Скверная полировка снижает ценность меча, поскольку она снимает слои металла, искажая исходную форму. В Японии работают около полутора сотен полировщиков, но только один из пяти может быть назван действительно первоклассным специалистом. В других областях ситуация аналогична - например, сегодня есть всего несколько хороших мастеров хабаки и сайя. Насколько мне известно, работа первоклассного полировщика стоит от 10000 иен за 3 см длины клинка, и выше. Таким образом, катана стандартной длины обойдется в 230000 иен или около того. Но в действительности умелая полировка меча увеличивает его стоимость гораздо более, чем связанные с ней затраты. Также общеизвестно, что истинный мастер принимает в работу только достойные его искусства клинки, и я постоянно рекомендую коллекционерам тщательно исследовать свои мечи и получить по ним возможно полную информацию, прежде чем отдавать их специалисту». Вот так! Сомневаюсь, чтобы во всем остальном оружейном мире отыскалась аналогия подобному скрупулезному отношению лишь к одной из операций в длительной и многотрудной технологической цепочке рождения клинка. Теперь, представляя серьезность отношения к полировке, давайте детально рассмотрим весь ее цикл. Работа выполняется в три этапа, причем переход на следующую ступень немыслим ранее, чем предыдущий этап будет завершен абсолютно безукоризненно. Обычно полировалыцик сидит на низкой скамейке перед абразивным камнем. Вода для смачивания находится тут же. Правое колено подобрано под правую подмышку, а правая ступня располагается под деревянным креплением камня. Такая позиция позволяет распределять давление на клинок равномерно по всей длине и контролировать тонкие аспекты процесса. Движением правой ступни можно легко ослабить крепление камня и быстро заменить его. Разумеется, для учеников такая позиция представляется мучительной, но после 6 или 12 месяцев практики наступает адаптация. В работе используется широчайший ассортимент натуральных (а теперь и искусственных) камней. Поскольку каждый клинок самобытен, то от мастера требуется безошибочный выбор, чтобы полностью раскрыть затаившуюся красоту узора. Предварительная полировка (синадзитоги) Первые три камня очень грубы, крупнозернисты и используются только на начальной стадии обработки вновь откованных либо сильно поржавевших клинков. Требуется до двух дней работы, чтобы восстановить правильные очертания и линии таких клинков. Вот эти камни: Арато - натуральный песчаник или карборунд (крупность 180), Бинсуй - натуральный песчаник (кр. 280-320), Кайсэй - натуральный песчаник (кр. 400-600). Во время грубой полировки мастер держит клинок лезвием от себя, передвигая его по камню вперед и назад короткими проходами. В зависимости от твердости используемого камня он может также совершать небольшие покачивающие движения. Первой шлифуется спинка клинка, а затем по порядку - синоги-дзи, киссаки и дзи. Работу всегда начинают от хвостовика, постепенно передвигаясь вдоль всего клинка, а дойдя до конца, переворачивают его на другую сторону. Когда мастер переходит на следующий камень, он немного меняет угол движения с тем, чтобы риски от предыдущего камня были четко различимы на фоне рисок нового - так он легко определяет момент полного устранения царапин от первого, более крупнозернистого камня. Когда грубая полировка завершена, все линии клинка совершенно четко представлены и в дальнейшем не подвергаются никаким изменениям. На этой стадии начинает становиться заметным хамон, который более отчетливо виден на клинках синто и син-синто, имеющих тенденцию к ярко выраженной текстуре. Промежуточная полировка Следующая стадия проходит на камнях нагура, которые представлены двумя типами: Тю-нагура - (кр. 800). Может быть как натуральным, так и искусственным, Кома нагура - (кр. 1200-1500). Всегда и только натуральный. Затем настает черед камней учигумори (уши-гумори). На данном этапе хамон становится ясно видимым. Теперь и далее используются только натуральные камни, но мастер должен бдительно следить за ходом полировки, так как скрытые дефекты, присущие таким камням, способны наносить царапины. Камни учи-гумори имеют крупность зерна около 3000 и представлены также в двух видах: Учигумори ха-mo. Он используется для выведения рисок после предыдущего камня на всей поверхности клинка и для прояснения хамон. Учигумори дзи-mo. Он применяется только для заточки кромки лезвия и выявления узора дзихада, расположенного выше линии хамон. С этого момента и далее спинка и зона выше ребра синоги уже больше не полируются. Окончательная полировка (сиагэтоги) Камни на этом этапе имеют вид пластинок бумажной толщины. Эти пластинки площадью в несколько кв. см. удерживаются пальцами, а потому носят название «пальцевые камни«. Они наклеиваются на полупрозрачную бумагу и все вместе покрывается лаком. Использование таких камней дает возможность выявить в металле такие скрытые, трудноуловимые нюансы, как ниэ, ниои и уцури (узор внутри хада, напоминающий хамон). За целый день работы обычно истирается всего лишь один камень. Вот некоторые из них: Ха-зуя. Этот камень представляет собою тонкие пластинки из бруска учи-гумори, покрытые особой пастой. Такая паста приготавливается из порошка, образующегося от трения пластинок Uehigumori между собой, смешанного с бикарбонатом натрия. По окончании данного этана поверхность стали туманная и белая. Дзи-зуя. Такой брусок изготавливают из тонкой пластинки камня Marutaki, которая наклеивается на бумагу и все вместе покрывается лаком. Использование этого абразива заставляет металл темнеть, что еще больше проявляет узор Jihada. Нугуи. Это последняя стадия в процессе полировки. Абразивный материал представляет собой тонкую суспензию окиси железа в растительном масле. Как и предыдущий камень, нугуи темнит сталь и отчетливо проясняет скрытые аспекты структуры. Внешний вид хамон может изменяться в зависимости от того, какой из двух финальных процессов будет применен - хадори или сасикоми. Некоторые коллекционеры, а также большинство экспертов NBTHK предпочитают, чтобы хамон был светлым. Это достигается использованием камней хадори (ха-зуя), которые проявляют хамон, отбеливая его. Однако при этом часть красоты остается скрытой от глаз. Для специалистов, которые глубоко интересуются разглядыванием мельчайших деталей, процесс ха-дори опускается, и вместо него используются камни сасикоми, которые избирательно затемняют дзи, делая хамон особо контрастным. При этом все без исключения детали и нюансы кристаллической структуры металла становятся ясно видимыми. Созерцание меча Как уже отмечалось, существует особая техника разглядывания меча, утонченная и вполне ритуализированная. Если не соблюдены основные требования по взаимному расположению источника света и клинка, то большинство из чудесных составляющих поверхностного узора останутся незамеченными. При взгляде на японский меч принято оценивать три аспекта: Сугата - форму клинка. В это понятие входят общие пропорции полосы, степень ее прогиба, расположение точки максимального прогиба относительно середины, острота лезвия, качество отделки хвостовика, тип ясуримэ, вес, баланс и т. д. Для оценки всего этого меч держат вертикально прямо перед собой. Дзиганэ - поверхность стали на боковых гранях (дзи) клинка со всеми полагающимися компонентами узора. Чтобы они стали заметны, клинок располагают определенным образом, но успех зависит как от качества полировки, так и от техники созерцания. Смотрите вниз на плоскость меча при ярком верхнем точечном источнике света. Это позволит увидеть все детали Hada, но нюансы хамон не проявятся отчетливо. Хамон - безусловно, главная особенность японских мечей. Контрастная граница между закаленной зоной лезвия и основным телом клинка формируется из мелких (ниои) и крупных (ниэ) кристаллов мартенсита, которые заметны в ореоле светового блика от яркого точечного источника, если клинок нацелить чуточку ниже него. Изменяя угол наклона, смещают блик вдоль полосы по всей ее длине. 
Изощренная методика полировки приводит к уникальным (как часто это слово применяется в отношении японского холодного оружия) результатам. Стальная поверхность, подобная безупречному зеркалу, кажется темной и прозрачной, а зачастую клинок вообще невидим, особенно в сумерках или ночью. Лишь поймав самый незначительный отблеск, он на мгновение вспыхивает, как молния, чтобы затем снова растаять в воздухе. Уход за мечом Разумеется, неординарный предмет требует особого отношения. Если на поверхности клинка появились пятна ржавчины или его кромка затупилась о шейные позвонки двух десятков врагов, никакому самураю не могло прийти в голову самому начать скрести фамильное сокровище. Японцам вообще присуща маниакальная тяга к узкой специализации, а уж в данном вопросе тем более. Меч несли в мастерскую и передавали на одну или две недели в чуткие руки профессионала. Но ежедневный уход не просто лежал на совести владельца - неписаным кодексом это прямо вменялось ему в обязанность. Для генеральной чистки и смазки клинок освобождали от рукоятки, хотя повседневная процедура этого не требовала. Поверхность припудривалась специальным порошком учико (утико), представлявшим собой тонкомолотый глинозем. Если вы решили, что техника припудривания была какой-нибудь особенной, с заданной последовательностью движений, то вы не ошиблись. Обработанный со всех сторон клинок тщательно протирался рисовой бумагой и с ее же помощью покрывался едва заметным слоем особого растительного масла тёдзи название которого говорит о его родстве с гвоздикой. Умиротворяющую церемонию чистки меча очень любят изображать кинематографисты, показывая быт лихого героя. Когда-то этот неукоснительный ритуал позволял сохранять меч годы и годы. В мирную токугавскую эпоху клинки уже не подвергались тем испытаниям, что составляли естественный фон жизни на протяжении столетий. Но до того оружие разделяло с хозяином и переправы, и ночные туманы, и весенние ливни, и пыль дорог, регулярно вкушая к тому же теплой крови. И воин волей-неволей вначале занимался «вместилищем души», а уж потом собой. Было бы любопытно узнать, как на этом поприще обходились, скажем, в Европе. Сомнительно, чтобы рыцари, кирасиры и прочие уланы теряли драгоценное время отдыха, натирая железо неким специальным зельем. Скорее всего, дело ограничивалось песком и любым жиром. Не берусь судить о степени правдивости эпизода в американском фильме о похождениях бравых наполеоновских гусар, где они со скрежетом точат сабли на громадном ручном круге, а искры при этом летят на целый метр. По свидетельствам очевидцев, горцы Кавказа относились к своим великолепным клинкам несколько иначе. И последнее. Чтобы облегчить понимание материала, насыщенного экзотическими терминами, предлагаю их краткий словарь. Пусть читателя не удивляет латинская транскрипция - я никогда не любил играть в испорченный телефон, а данная информация почерпнута из англоязычных источников. Тот, кто захочет узнать, как они произносятся на самом деле, должен выучить японский язык, а не имеющим на это времени подскажу, что сочетание *sh» звучит как «щ» (отнюдь не «ш»), *уа» и «ia» как «я», «уо» и «ю» как «ё», а популярное «ch» - как нечто среднее между «ч» и «т». Разумеется, это весьма условно, и в каждом случае акцент сдвигается в ту или иную сторону.  Краткий словарь японского меча  Историческая справка Ранняя история …период до начала VIII в. Нара (Nara)…период с 710 по 794 г.г. Хэйан (Heian)…период с 794 по 1185 г.г. Камакура (Kamakura)… период с 1185 по 1333 г.г. Намбоку me (Nambokucho) … период с 1333 по 1392 г.г. Муромати (Muromachi) …периоде 1392 по 1573 г.г. Момояма (Мотоуата)…период с 1573 по 1603 г.г. Эдо (Edo) …период с 1603 по 1868 г.г. Koto …«старые мечи», изготовленные до 1596 г.г. Suo-koto…мечи, изготовленные с 1500 по 1595 г.г. Shinto…«новые мечи», изготовленные с 1595 по 1790 г.г. Keicho Shinto…,…ранние син-то, изготовленные с 1595 по 1615 г. Kanbun Shinto…мечи, изготовленные с 1661 по 1673 г.г. (или позднее), с очень небольшим изгибом. Shin-Shinto…«новейшие мечи», изготовленные с 1790 по 1876 г Bakumatsu…мечи, изготовленные в последние годы токугавского Бакуфу, с 1853 по 1868 г. Gendaito… современные мечи, изготовленные после 1876 г. Meiji-To… мечи, изготовленные в период реставрации Мэйдзи, с 1868 по 1912 г.г. Taisho-To…мечи, изготовленные в период Тайсё, с 1912 по 1925 г.г. Gunto «армейские мечи», изготовленные для японской армии в период с 1876 по 1945 г.г. Kai-Gunto…мечи личного состава военно-морских сил периода 2 Мировой войны, смонтированные как тати, в деревянных лаковых ножнах. Kyo-Gunto…ранние гун-то, смонтированные в европейском стиле (с сабельной гардой и рукоятью) в металлических ножнах. Shin-Gunto…армейские мечи периода 2 Мировой войны. смонтированные как тати. Showa-To…мечи эпохи Сёва, с 1925 по 1989 г.г. Shinsaku-To…«новейшие» мечи, изготовленные после 1955 г. Разновидности мечей Chokuto (Tsurugi) … древний прямой меч, предшественник Nihon-To. Тo…изогнутый меч (имеющий Sori) Кen…прямой меч (не имеющий Sori) Nihon-To…японский меч (общее название) Daito…длинный меч с клинком более 70 см. Tachi…длинный, обычно сильно изогнутый меч, носимый знатными самураями на поясе лезвием вниз при доспехах, либо как церемониальный в торжественной обстановке. O-Dachi…все типы мечей с длиной клинка более 60 см (тати, катана, но-то, но-тати). Ko-Dachi… короткие (в т.ч. детские) мечи с клинком менее 60 см (вакизаси, танто). Uchi-Gatana…древний вид меча, носимого за поясом лезвием вверх. Позднее разделился на длинные (катана) и короткие (вакизаси) типы. Koshi-Gatana …старая разновидность малого меча, что-то среднее между вакизаси и танто. Носился в комплекте с тати. Katana…длинный меч с клинком около 70-75 см, носимый за поясом лезвием вверх пешими самураями низкого ранга, а также знатными буси при повседневной (не военной) одежде, вне доспехов. Daisho…пара мечей (Katana + Wakizashi), чаще всего исполненная в едином стиле одним мастером. Дословно: «большой и малый». Wakizashi…малый меч с клинком менее 60 см и полуторной рукоятью, носимый за поясом лезвием вверх. Дословно: «воткнутый сбоку». Tanto…нож с длиной клинка от 20 до 40 см. смонтированный аналогично Wakizashi. O-Tanto…«большой Tanto». с длиной клинка около 40 см. Aikuchi …нож, не имеющий цубы, но в остальном схожий с Tanto. Yari …копье с обоюдоострым стальным наконечником длиной до 50 см и древком до 3 м. Naginata…своеобразный длинный («наги») меч в виде рогатины с длинным же (до 2 м) древком овального сечения и тяжелым расширяющимся клинком с точкой максимального прогиба, смещенной к острию. Nagimaki… (длинная оплетка) - та же Naginata, но с древком, обмотанным тесьмой до одной трети, обычно с более прямым клинком. Геометрия клинков Sukuri…форма клинка. Shinogi-zukuri (Hon-zukuri)…типичный японский клинок с боковым ребром Shinogi. Shinogi… ребро клинка, идущее вдоль всей его боковой поверхности, между Мипе и На. Мипе…спинка клинка. Na…отточенная кромка, лезвие клинка. Sori…прогиб клинка. Koshi-zori…центр прогиба сдвинут к рукоятке. Torii-zori…центр прогиба совпадает с центром клинка. Saki-zori…центр прогиба сдвинут к острию. Mu-zori…прямой клинок без прогиба (обычно у Tanto) Uchi-zori…обратный прогиб в сторону режущей кромки (очень редко встречается) Kissaki…передний срез, острие клинка. Yokote…небольшое вертикальное ребро, отделяющее Kissaki от остального клинка. Ко Shinogi…(малое Shinogi), короткий участок ребра, ограничивающий Kissaki сверху. Fukura…режущая кромка Kissaki. Поверхность клинка и закалочные структуры Boshi…Hamon в зоне острия, его завершение. Yakiba …закаленная кромка клинка. Habuchi…граница, линия, где Yakiba встречается с Ji. Ji…боковая поверхность клинка от Yakiba до Мипе. Hira-ji…часть боковой поверхности клинка между Yakiba и Shinogi. Shinogi-ji…часть боковой поверхности клинка между Shinogi и Мипе. Nie…крупные кристаллы мартенсита, сосредоточенные в Habuchi. Nioi…плотные скопления мелких кристаллов, невидимых невооруженным глазом, но различимых в зоне светового блика как мерцающие туманности по линии Habuchi. Hamon…совокупность кристаллических мартенситных структур Nie и Nioi, располагающаяся вдоль Habuchi. (Примечание: в то время как словом Habuchi обозначается собственно стык, граница Yakiba и Ji, термин Натоп имеет скорее художественный, нежели технический смысл.) Jitetsu…сталь в зоне Ji. Hada…структурный поверхностный узор Jitetsu. Традиционная технология клинков Tatara…традиционная печь, в которой из руды в виде песка оксида железа и древесного угля получают исходную сталь Tamahagane. Satetsu…песок окиси железа, используемый в плавильной печи при получении стали. Kera…сырая сталь, получаемая в печи. Половина ее (наиболее углеродистая), именуемая Tamahagane, отбирается для выделки клинков, оставшаяся часть используется после науглероживания. Oroshigane…процесс науглероживания стали при нагреве в верхних слоях древесного угля в горне, куда постоянно добавляются свежие его порции. У днища горна, куда подается воздух, происходит выгорание углерода. Kangan Tetsu…губчатое железо, получаемое плавлением в печи без доступа кислорода. Kawagane…высокоуглеродистая (1.0-1.5%) сталь, исходный материал для полосы клинка. Jigane…внешние слои высокоуглеродистой стали, своего рода «кора» клинка. Shingane…низкоуглеродистая (0.5%) пластичная сталь для сердечника клинка. Hagane…твердая высокоуглеродистая сталь для формирования режущей кромки клинка по методу Hon Sanmai Gitae. Hon Sanmai Gitae … метод создания сложной конструкции клинка, в котором используется три сорта стали: высокоуглеродистая Kawagane для каждой из сторон полосы, мягкая Shingane для сердечника и Hagane - для режущей кромки. Kobuse Gitae…наиболее распространенная схема формирования клинка из мягкого сердечника Shingane и прочной оболочки Kawagane. Tsumimakishi …слоистый «бутерброд» из тонких пластинок Kawagane, который заворачивают в бумагу и погружают в глиняный раствор, чтобы затем нагреть и проковать, соединив кузнечной сваркой в монолитную заготовку. Tanren…процесс кузнечной сварки в одно целое нескольких полос стали, оттяжка и проковка от 12 до 15 раз, что и дает узор Jihada. Shita Gitae…основная ковка, первые шесть протяжек и сварок полосы. Age Gitae…финальная ковка, при которой несколько полос, сформированных в процессе предварительной ковки (Shita Gitae), соединяют и проковывают вместе. Tsukuri-komi…вбивание пластины низкоуглеродистой Shingane в желобок заготовки, полученной в процессе Tanren. Sunobe…стальная полоса, готовая для кузнечной формовки клинка (Hizukuri) Kitae…проковка и оттяжка стальной полосы для подготовки к формированию клинка. Hizukuri…кузнечная формовка клинка из черновой заготовки Sunobe. После этого полоса готова для процесса Shiage. Kajioshi (Shiage)…окончательное формообразование клинка путем строгания специальным стругом, обработки напильником и черновой шлифовки. Делается лично кузнецом. Sen…двуручный струг для формирования профиля клинка. В качестве режущего элемента используются обломки бракованных клинков, каленые до высокой твердости. Tsuchi-oki … нанесение глиняного покрытия на поверхность клинка для получения различной степени твердости при закалке, чем обусловлено также образование комплекса Hamon. Yaki-ire…закалка клинка путем нагрева его до необходимой температуры и охлаждения в воде. Yaki-modoshi…отпуск клинка после закалки для снятия внутренних напряжений и придания некоторой вязкости. Производится путем нагрева до 150-200 °С. Sorinaoshi…правка поводок клинка после закалки. Nakago-shitate…окончательная обработка Nakago напильником. Togi…полировка клинка, включая заточку лезвия. Go Kaden…пять основных школ (регионов) или направлений по выделке клинков: Bizen, Mino, Soshu, Yamashiro, Yamato. Nigen Kokuho…«Живое Национальное Сокровище» или «Почитаемый как Главное Неоценимое Культурное Достояние». Так именуют нескольких ныне живущих великих мастеров-оружейников, владеющих секретами традиционной технологии клинков. Приз Масамунэ…высокая награда за мастерство, присуждаемая на ежегодном конкурсе изготовителей клинков, названная по имени одного из величайших мастеров прошлого. |
|
|||
|
Главная | Контакты | Прислать материал | Добавить в избранное | Сообщить об ошибке |
||||
|
|
||||



