|
||||
|
Историческая справка  Как ни парадоксально, но все без исключения новшества и революционные технологические решения прошлых веков, нашедшие применение в армейском огнестрельном оружии, были созданы и опробованы как охотничьи. Военный прогресс в данной области всегда плелся в хвосте благородной лесной потехи, и блестящие мундиры с кирасами вынуждены были глотать пыль из-под «ног» неизменно шествующих в авангарде тирольских шляп и охотничьих камзолов. Теперь дела обстоят иначе, но в прежние времена короли и герцоги, держа в руках ключи от государственных бюджетов, инвестировали в первую очередь то, к чему лежали их пылкие души - а лежали они к оленьим и кабаньим травлям, но никак не к солдатам с фузеями. Кроме того, над созданием охотничьего оружия трудились знаменитые мастера, оснащенные первоклассным инструментом и осененные пристальным вниманием венценосных особ, что как-то особенно подогревало их энтузиазм. Вот что пишет по этому поводу В. Е. Маркевич в фундаментальном исследовании «Ручное огнестрельное оружие»: «Ружье, со времени появления первых образцов его в виде кулеврин и аркебузов, стало применяться охотниками для целей охоты, и стрелками, любителями этого искусства - для целевой стрельбы. Такая мирная служба огнестрельного оружия первоначально была более распространена, нежели употребление ружей для войны. Для охоты и стрельбы в цель ружье находило применение почти ежедневно, для войны оно требовалось реже. Все изобретения и усовершенствования применялись перво начально преимущественно к охотничьим ружьям, потому что искусный и изобретательный мастер мог скорее и больше выручить за усовершенствованное оружие от богатого любителя, чем за военное ружье, модернизация которого финансировалась лишь в военное время. Знаменитые охотники и стрелки, выступающие на состязаниях, также могли хорошо оплачивать даже мелкие усовершенствования оружия, лишь бы его ружье имело хоть небольшое преимущество над ружьем соперника. Наконец, провести в жизнь и скорее пустить в эксплуатацию изобретение в области огнестрельного оружия было гораздо проще по охотничьей линии, чем по линии громоздкой военной организации. Вследствие всех этих причин охотничье оружие всегда шло впереди военного». Нет смысла перечислять замечательные новинки, увидевшие свет в качестве компонентов охотничьих двустволок и штуцеров, но и ударно-кремневые замки, и капсюли центрального воспламенения, равно как и сами унитарные патроны, а также вращающиеся блоки стволов и многое, многое другое пришло в войска под звуки охотничьего рога. Нас же в этом впечатляющем списке конкретно интересует то единственное, без чего само понятие огнестрельного оружия лишается смысла - именно стволы, в которых дробь или пуля набирает убойную силу. Как раз применение дроби и потребовало решительного усовершенствования ствола. Когда стрельба велась исключительно пулями (причем круглыми), не было особой нужды заботиться о качестве ствольного материала, балансу и общему весу оружия придавали мало значения. Толстостенные стволы с избытком обеспечивали нормативы прочности на разрыв, и хлопотать об их усилении не приходилось. С распространением дроби, а с ней и нового способа стрельбы влет, потребовалось мобильное оружие с легкими и прочными стволами, а рост популярности двустволок повлек за собой необходимость еще большего облегчения и улучшения баланса. Легкие стволы, изготовляемые старым способом в виде продольно сваренных железных трубок, оказались ненадежными - при добром заряде их разрывало, а уменьшение навески пороха давало слабый бой. Чтобы лучше понять, о чем идет речь, давайте подробнее рассмотрим технологию получения стволов в той последовательности, в какой она развивалась в Европе. Азиатские и прочие традиции отличаются лишь историческими сроками да наличием либо отсутствием каких-то не особо принципиальных моментов, поэтому не будем обнимать необъятное в стремлении дать универсальную картину эволюции стрелкового оружия. Технология стволов Генрих Аншютц в 1811 году издал книгу, посвященную истории винтовки, где он приводит четыре способа изготовления стволов: * стволы с продольным швом, * стволы со спиральным швом, * стволы, навитые из ленты, * стволы, навитые из дамаска. При этом две первые и две последние категории являются, по сути, одним и тем же, только в первом случае изменяется геометрия шва, а во втором - материал полосы. Итак, первоначально стволы делали из листа железа, который огибали вдоль оправки в виде прутка таким образом, чтобы края легли внахлест, один на другой, после чего шов проковывали молотом, осуществляя кузнечную сварку:  Дабы усилить конструкцию, на ствол набивались поперечные кольца, воспринимавшие свою долю раздувающих усилий при выстреле. После ковки готовый ствол обычно рассверливали до желаемого калибра и шлифовали изнутри и снаружи. Нет нужды пояснять, что подобная технология не могла дать хороших результатов. Оружейники, наблюдая за тем, как ведет себя их продукция в ходе стрельб, заметили, что вздутия и разрывы происходят главным образом вдоль - по шву или просто в направлении волокон металла. Кроме того, протянувшийся по всей длине шов вовсе не был идеально гладким, выгорал быстрее окружающего железа, и в результате довольно скоро пороховые газы начинали свободно гулять в обход снаряда, а неравномерность сечения пагубно сказывалась на точности стрельбы. Видя это, шов решили делать спиральным. Железный лист или сразу наворачивали на оправку наискось, штопором, или же закручивали готовую, но не сваренную трубку на несколько оборотов, и уже после проковывали. Теперь шов струился по винтовой линии.  Проблема конфликта с пулей снималась почти полностью, но прочность на разрыв увеличивалась незначительно. Поэтому мы и говорим, что два первых метода - продольный и спиральный - практически идентичны. Пока дело касалось грубых архаичных стволов с относительно толстыми стенками, неприятности досаждали мало. Но потребность облегчения охотничьего оружия вывела проблему в разряд насущных. И потом, когда разорвавшийся мушкет калечил простого солдата - это одно, а когда лишался глаза сиятельный герцог, то круги от печального события расходились далеко, заставляя мастеров напрягать извилины. Умозрительные заключения, подпитанные восточными веяниями, постепенно обрели живую плоть, и почти все стволы, исключая самые дешевые, начали выделывать по принципиально иной технологии. Прежде всего брался наиболее чистый, мягкий и ковкий металл, тягучий и прочный на разрыв. Из него отковывали узкую ленту толщиною чуть большей, чем предполагаемая стенка ствола. Затем эту полосу накручивали на оправку так, чтобы последующий виток слегка заходил краем на край предыдущего, обеспечивая полную герметичность. 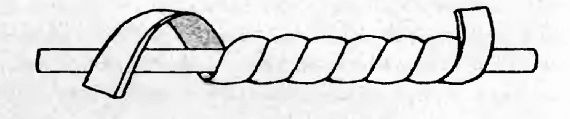 После того как полученную спираль тщательно проковывали прямо на прутке, в руках мастера оказывался превосходный ствол, в котором вязкое железо работало при выстреле на продольное (по отношению к волокнам) растяжение. Прочность изделий существенно превосходила ту, что мог обеспечить старый метод, и именно такая технология применялась позднее при навивке Дамаска. Выделкой отличных стволов традиционно славились испанцы, итальянцы, французы и, разумеется, немцы. Так, во Франции уже в 1535 году была основана самая настоящая фабрика по серийному производству охотничьего оружия. Знаменитейшим ствольщиком был Николай Бис, придворный мастер Филиппа V, короля испанского. Между итальянцами славились ствольщики Лазарони Коминаццо и Лоренцо Лазарини, среди немцев - Георг Дакс из Мюнхена. Каждый хороший мастер ставил на продукцию свое клеймо, удостоверяя тем самым гарантию качества. Вот некоторые из великого множества знаменитых и не очень знаменитых клейм, что дошли до наших вместе с несущими их прекрасными изделиями: 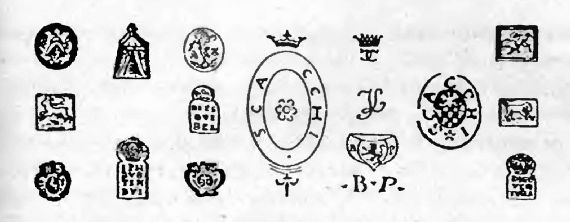 Рано или поздно специалисты подметили: стволы восточного изготовления заметно прочнее лучших европейских, и поняли, что секрет заключался не в способе ковки, а в исходном материале, так называемом «ствольном Дамаске». Относительно восточной традиции стоит оговориться несколько подробнее. Исторические данные свидетельствуют, что в огненной потехе Восток в ту пору опережал Запад, хотя уже к XVIII веку положение выравнивается. Тем не менее, скажем, турецкие ружья всегда ценились очень высоко. Именно с Востока пришла в старушку Европу идея поперечной накрутки стволов, а также технология получения витого дамаска. Первые упоминания о нем относятся к началу XVII столетия, когда оружейник Филиппа Ш, Жуан Саншец-де-Мирвена стал подражать восточному мелкому Дамаску, о чем сообщает Алонзо Мартинец-де-Эспипар. К сожалению, автор не описывает способа изготовления стволов Мирвены, а лишь упоминает, что знаменитый оружейник «выковывал стволы для своих ружей из отдельных кусочков, и изобретал для этого разные орудия». Отзываясь с большой похвалою о качестве стволов, он же далее пишет, что «над ними были сделаны самые сильные испытания, и они оказались превосходной доброты». Следует заметить, что в России ружейное дело всегда было на высоте. Так, царь Борис в 1604 году посылает в подарок персидскому шаху Аббасу «два самопала дела московских мастеров». Чтобы решиться на такой подарок, нужно быть абсолютно уверенным в высочайшем качестве оружия, поскольку персы знали в нем толк. К концу XVII века российские оружейники не только изготавливали хорошие дамасковые стволы так называемого «красного железа», но также хитроумные двуствольные, многоствольные и многозарядные ружья и пистолеты, в том числе револьверной конструкции. Название «красное железо» довольно часто встречается в документах того времени, и можно выделить две точки зрения на его происхождение. Так, ряд авторов полагает, что после окончательной обработки и вытравки рисунка дамасковые стволы приобретали красноватый оттенок. Но подобный взгляд представляется не вполне обоснованным. Напротив - травленый дамаск склонен приобретать скорее серый тон с контрастным кружевом узора, нежели экзотические цветовые сочетания. В русской же языковой традиции слово «красный» всегда означало превосходную степень, «красивый» или даже «прекрасный», то есть нечто, обладающее высочайшими кондициями. Соответственно, стволы называли «красными» не оттого, что они походили на вишни или закатное солнце, равно как и «красны девицы» не страдали повышенным кровяным давлением. Европейские мастера оказались хорошими учениками, и арабская идея крученого металла развилась в отработанную технологию, позволявшую не только обеспечивать требования прочности и живучести стволов, но также получать изделия с определенным, заранее известным поверхностным рисунком, разновидностей коих существовало множество, хотя базовых - не более десятка. Как и в холодном оружии, их поэтичные наименования пошли либо от особого технического приема, либо просто от внешнего вида фактуры, проявившейся после протравливания в железном купоросе или в различных сочетаниях кислот. Известны: ленточный, витой, гвоздевой, букетный, волнистый, турецкий, струйчатый, жгутовый и прочие типы. Технология ствольного дамаска Пришло время наглядно пояснить, о чем идет речь. Все знают, что любая проволока замечательно работает на растяжение, проявляя в этом максимальную прочность. Пороховые газы стремятся разорвать ствол в поперечном (по отношению к оси) направлении. Если навить на тонкий ствол проволоку, уложив ее виток к витку, то она станет воспринимать усилия выгоднейшим для себя образом, поскольку оси витков и канала ствола будут взаимно перпендикулярны. К слову сказать, некоторые образцы современных орудий выполнены по аналогичной схеме, когда поверх легкой трубки навивается стальная лента. Далее - разрывы всегда происходят в самом слабом месте, там, где имеется некая неоднородность структуры, дефект, непровар шва, и так далее. Если обеспечить абсолютную равномерность материала по длине и сечению, то мы получим максимально возможную стойкость, ограниченную лишь характеристиками самого железа. Таким образом, идея крученого дамаска предполагает, помимо геометрических ухищрений, достижение наибольшей равномерности свойств полосы, из которой навивается ствол. Делалось это достаточно просто: куски проволоки диаметром около 1 мм и соответствующей длины складывали в жгут. Притом чередовали проволоку из мягкого железа с высокоуглеродистой сталью. Общее количество проволок в пакете достигало сотни и более. Сечение могло быть круглым, но лучших результатов добивались, набирая пакет из квадратной проволоки, так как в этом случае он получался плотным, без зазоров. Впрочем, особой роли это не играло, поскольку пакет все равно тщательно проковывали по длине, сваривая в монолитный пруток. Затем каждый пруток снова разогревали и скручивали, как хозяйки белье, после чего опять проковывали, формируя квадрат. И, наконец, два, три или более прутков сваривали вместе так, чтобы получилась плоская лента.  Собственно, на этом и заканчивался секрет, так как далее в ход шла отработанная техника навивки полосы на оправку и ковка всей конструкции:  От мастерства кузнеца зависело качество сварочного шва, прямо влиявшее на герметичность и живучесть ствола, а тот или иной поверхностный рисунок был заложен самой идеей чередования железа и стали. Соответственно, меняя сортамент проволок, их материал и диаметр, количество и порядок укладки в пакете, а также степень и направление скрутки, хороший специалист получал характерный только для данного способа узор. Их устоявшиеся наименования говорят о том, что результаты были стабильными и узнаваемыми, знаменуя отлично налаженный поточный процесс. Несмотря на использование разнородного сырья, многократные проковки и скрутки настолько усредняли характеристики готовой полосы, что она приобретала совершенно замечательные качества. Тем не менее, мастера отнюдь не хватали первое попавшее под руку железо. В стремлении получить наилучший результат выбору исходного материала уделялось самое пристальное внимание. Поскольку вязкость ствола обеспечивалась тягучестью возможно более чистого железа, то этот компонент подбирался с особенным тщанием, что нашло отражение даже в названии одного из сортов дамаска, именуемом «гвоздевым». Многие известные оружейники, например, упоминавшийся уже Эспинар, тянули проволоку из старых подковных гвоздей, потому что такие гвозди делались из мягкого железа. Так как в те времена не существовало достоверных методик проведения предварительных испытаний, приходилось полагаться на течение жизни. В нашем случае в роли экспертов выступали мулы и лошади, подвергавшие подковы и гвозди суровым нагрузкам. Ряд источников сообщает, будто полосу оттягивали непосредственно из гвоздей, без преобразования их в проволоку. Путем длительной ковки исходное железо доводили «до чистоты серебра и мягкости олова». Но в таком случае непонятно, каким образом получался рисунок (в отсутствие высокоуглеродистых фрагментов) и как вытягивалась лента, достаточно длинная для непрерывной навивки ствола по всей его протяженности? Мы находим лишь упоминание, что для выделки шестифунтового (2,4 кг) ствола требовалось до 50 фунтов (20 кг) гвоздей. Право, что-то здесь не то. Упоминавшаяся выше кавказская традиция изготовления ружей и пистолетов занимает в истории этого вопроса весьма заметное и почетное место. Кавказ воспринял огнестрельные технологии из первых рук, непосредственно с Востока, частью которого он, строго говоря, и является. Но случилось это достаточно поздно - лишь к началу XVIII века «вогненный бой» потеснил привычные луки и стрелы, распространясь повсеместно. Абри де ля Мотрэ писал в 1711 году, что «черкесы научились изготовлять («подражать») огнестрельное оружие, подобное тому, которым владели татары». Он даже полагал, что черкесы превзошли оружие, которое купцы привозили к ним из Константинополя. Разновидность ствольного дамаска  Здесь показаны несколько характерных сортов ствольного дамаска, производившегося в Западной Европе. Безусловно, разновидностей известно гораздо больше и, кроме того, существуют «азиатские* (в том числе кавказские) типы, имеющие свой оригинальный облик. 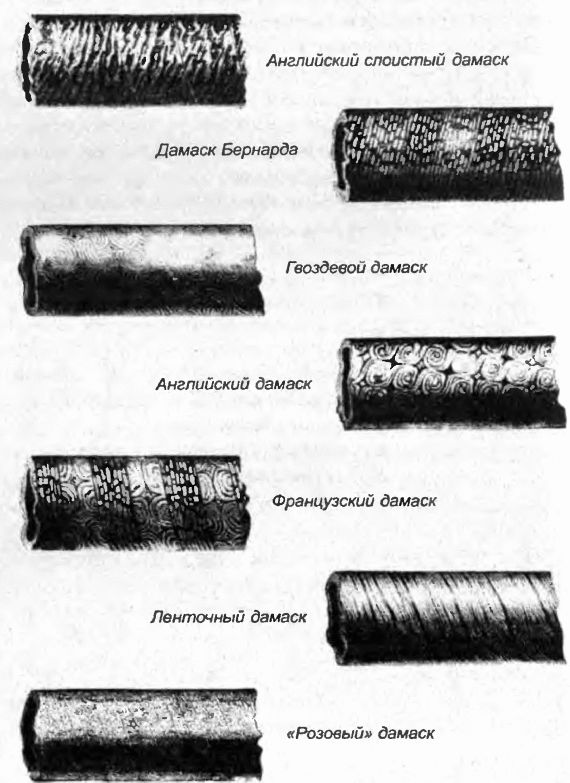 Вместе с тем, кабардинский посол Магомед Атажукин свидетельствует, что ружья «более покупают у российских купцов и у крымцев для того, что российские и крымские ружья лутче». Лук со стрелами, однако, так и не был окончательно забыт вплоть до XX века, находя частичное применение и для охоты, и для кровной мести. Хотя практичные горцы, привыкшие оценивать всякое оружие без предубеждения, исходя лишь из его реальных качеств, с удовольствием пользовались немецкими, венгерскими, итальянскими, французскими и многими другими образцами, более ценились турецкие и крымские. Позднее эстафета перешла к Дагестану, ставшему истинной кузницей Кавказа, выпускавшей порядочное количество и холодного, и огнестрельного оружия. Вот что сообщает о чеченском оружии капитан генштаба Норденстамм в составленном им в 1834 году описании: «Ружья у них вообще хорошие и стреляют метко… бьют гораздо дальше наших солдатских ружей. В Чечне хорошего огнестрельного оружия не делают, покупают большей частью из Дагестана у кубачинцев, но кубачинские ружья не ценятся. Лучшие ружья крымские и стамбульские, так называемые Гаджи Мустафы, которые редки и весьма дороги. Также ценятся старинные европейские ружья, особенно пистолеты». Вот некоторые крымские клейма, которые мы находим на столь ценимых стволах: 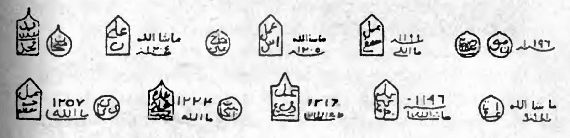 Примечательно, что уже на самых первых этапах джигиты однозначно предпочитали точные и дальнобойные нарезные винтовки гладкоствольным системам. Возможно, для строевого солдата принципиально важным является быстрота заряжания, которая существенно различна в том и другом случаях. Гладкоствольный мушкет или аркебуза могли заряжаться секунд за тридцать, тогда как для нарезного оружия это время увеличивалось существенно. Речь идет, разумеется, о среднем стрелке, поскольку виртуозы перекрывали любые устоявшиеся нормативы. Так, во время стрельб 1620 года стрелок из войска Густава-Адольфа в пять минут произвел шесть выстрелов, а в 1691 году в Шотландии был достигнут настоящий рекорд - 30 выстрелов за 7 минут. Черкесы, между тем, любили не спеша снарядить дальнобойную и точную винтовку, чтобы наверняка поразить врага на солидной дистанции. Торопиться было некуда - горы предоставляли надежное убежище, скрывавшее абрека и до, и после выстрела. Упоминания об этом мы находим во многих достоверных источниках. Например, подполковник Штетер, предпринявший в 1781 году путешествие во внутренние области Кавказа, сообщает в числе прочего: «…они верные и отличные стрелки, но при перезарядке они медленны и нуждаются в нескольких минутах». Кавказское оружие тех лет, будучи, за редким исключением, нарезным, требовало от пяти до семи минут на перезарядку. Именно по этой причине в русской армии отказались от применения «винтовальных ружей», оставив их лишь егерям. Массовое же гладкоствольное ружье заряжалось солдатом за одну минуту. То же самое мы видим на примере нынешней чеченской войны, когда предпочтение отдается снайперским системам огня. При этом никакие иные положительные качества, кроме точности и дальности, в расчет не идут. Известны эпизоды, когда кустарным способом в стандартном автомате Калашникова табельный ствол заменялся тяжелым и длинным пулеметным. После подобной операции результативная стрельба на дистанции два километра становилась вполне обычной. Ствольный дамаск на кавказе  Если предпринять небольшой исторический поиск, то картина производства огнестрельного оружия на Кавказе предстанет довольно благополучной. Поначалу использовалось местное природное сырье, но позднее, ближе к XIX веку, необходимость в трудоемкой переработке руды совершенно отпала, так как гораздо проще было закупать уральское железо, отличавшееся притом превосходным качеством. Вот что пишут по этому поводу французский коммерсант Тавернье и немецкий врач и путешественник Кемпфер: «Они все настолько трудолюбивы, что сами добывают руду, которую затем расплавляют и изготавливают различную домашнюю утварь…добывают железо из рудников, которое куют и изготавливают всякого рода орудия». (Оба автора Черкесию не посещали, а близость их текстов позволяет думать, что они воспользовались одним и тем же источником. Прим. Э. Аствацатурян). Известный исследователь нравов и обычаев народов Кавказа, И. Ф. Бларамберг, сообщает: «На территории абадзехов имеется самородное железо в форме крупного песка (Прямо как в Японии! Прим. автора). Абадзехи собирают его и выплавляют в виде слитков, пригодных для использования в различных целях». Железо производилось методом сырого дутья. Его доводили до мягкого состояния, поддававшегося ковке. Профессия кузнеца была широко распространена и пользовалась большим уважением. Поскольку Кавказ не прошел через начальный этап становления огнестрельного оружия, он получил счастливую возможность припасть непосредственно к самым современным технологиям, прекрасно отработанным к тому времени, особенно в Турции и на арабском Востоке. Например, горцы (как, впрочем, и весь Восток) практически не были знакомы с колесцовыми замками, а сразу начали использовать удобные и надежные ударно-кремневые. Точно так же примитивные тяжелые стволы с продольным или даже спиральным швом почти не известны на Кавказе, и даже самый бедный джигит вооружался винтовкой витого дамаска. В этом, кстати, проявлялось своеобразие менталитета - воин мог быть нищим и ходить в настоящих лохмотьях, питаясь хлебом и водой, но его оружие зачастую сверкало серебром и отличалось превосходным качеством, так как лишь с помощью оружия у него всегда оставался шанс добыть и славу, и богатство. Дагестанские мастера стремительно освоили хитрую науку выделки крученого дамаска и применяли ее в массовом порядке. Собственно, никаких иных стволов и не производилось, так как они вряд ли нашли бы спрос у придирчивых горцев, чья жизнь постоянно зависела от точности стрельбы. В Дагестане известны два основных центра производства огнестрельного оружия - Харбук и Кубачи. При этом сложилось своеобразное разделение труда. В Харбуке делали стволы, а кубачинцы - все остальное, осуществляя также сборку и украшение. Когда началось это разделение, и существовало ли оно с самого начала, сказать теперь затруднительно. Изучение сохранившихся образцов приводит к мысли, что комплекс Харбук-Кубачи существовал уже в XVIII веке. К XIX веку Харбук становится большим специализированным центром, в котором изготавливались винтовочные и пистолетные стволы для Кубачи. Согласно описанию Маргграфа, в самом Харбуке также применялось разделение труда между мастерами, работавшими обыкновенно тройками. Первый из них, ствольщик, считался главным. Он принимал заказ, получал деньги и расплачивался с помощниками. Именно он заготавливал проволоку для ствола - тянул ее из русского шинного железа, которое покупал в местной лавке по 2 руб. 50 коп - то есть 3 рубля за пуд. Готовой фабричной проволокой мастера не пользовались. Отковывалось обычно два ствола в день. Помогали мастеру два подростка, один из которых раздувал мехи, а другой работал молотком. Затем ствол поступал ко второму мастеру, сверловщику, шлифовавшему канал и нарезавшему винтовые канавки на его внутренней поверхности. Он также выдавал два или три ствола в день. Работа велась на примитивном станке и не требовала большого искусства, считалась малопочетной и плохо оплачивалась. Нарезка одного ствола стоила не более 40 копеек. Ею занимались обедневшие и одинокие мастера. Окончательную доводку ствола выполнял третий специалист, опиливавший и шлифовавший его начисто. С одним помощником он за день обрабатывал пять или шесть стволов, получая за каждый 35-40 копеек. Цена готового изделия из ленточного Дамаска колебалась, в зависимости от качества, от 2 до 6 рублей. Готовые стволы перевозились в Кубачи, где ими комплектовали ружья и пистолеты. Самое любопытное здесь то, что при подобных ударных темпах мастера умудрялись поддерживать высокое качество продукции, не опускаясь до полного ширпотреба. Готовая неукрашенная винтовка, на изготовление которой ушло всего четыре дня, обходилась в 5 руб. 27 коп. Маргграф замечает по этому поводу: «На заводах в России, где употребляют для выделки механические станки и прочее, редко изготовляют за такую дешевую цену настолько порядочную винтовку из ленточного Дамаска, как в Дагестане». Вот как выглядели типичные образцы оружия, о котором идет речь. Перед нами экземпляр классической черкесской винтовки середины XIX века и кубачинского пистолета конца XVIII века, разумеется, с дамасковыми стволами: 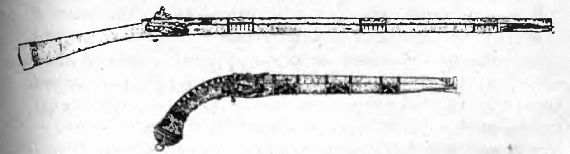 Но уже в XIX веке, особенно после пленения Шамиля, боевые достоинства горского оружия быстро падают, оставляя лишь прекрасную художественную отделку. Оружие приобретает, по сути, парадно-декоративный характер (Шиллинг, 1949 г). Вероятно, это явилось следствием затяжной Кавказской войны, когда ощущалась острая нужда в огромном количестве рядового стрелкового оружия. Инерционность процесса поддержала его и далее, уже в мирные времена, к тому же тысячи сохранившихся низкопробных экземпляров изменили структуру рынка. Окончательно же местное производство огнестрельного оружия пало, когда были введены пистонные ружья, а вслед за тем скорострельные системы под унитарный патрон, стволы которых, сделанные из литой стали, были не по средствам одинокому кустарю; притом же изготовление их запрещалось администрацией (Маргтраф). Но то немногое, что еще тайком делалось, делалось из Дамаска, даже револьверы и охотничьи двустволки. В целом можно сказать, что традиция выделки дагестанского огнестрельного оружия делится на два этапа. Экземпляры, изготовленные в период с XVIII до середины XIX столетия, являются настоящим боевым оружием для практического использования, а более поздние образцы носят скорее декоративный характер. Харбукские стволы, которыми комплектовались все кубачинские винтовки и пистолеты, были изготовлены из жгутового или букетно-жгутового дамаска, хотя иногда, редко, встречаются и чисто стальные. Клейма внешним видом напоминают крымские:  Другим обширным центром производства всех типов оружия, как холодного, так и огнестрельного, являлся регион Закавказья, в основном Грузия и Армения. Огнестрельное оружие в Грузии начало распространяться уже с XVI века, то есть немного раньше, чем на Северном Кавказе. Так, кахетинский царь Александр (1524-1605) располагал армией в 15 тысяч воинов, из которых около 500 были вооружены ружьями. Он пытался наладить собственное производство, для чего выписал из-за границы мастеров. И все же в войнах с технически более развитыми Ираном и Турцией грузинская сторона терпела неудачи. В отличие от Черкесии и Дагестана, оружейное производство Закавказья сосредотачивалось преимущественно в городах, население которых составляли ремесленники и торговцы. Также и вся организация производства носила здесь городской, цеховый характер. Во многих городах имелись традиционные торгово-ремесленные объединения - амкары (цехи). Для приема в амкарство требовалось знание ремесла, а также добрая слава, неопороченная честь и хорошее поведение. Самое значительное число оружейников проживало в Тифлисе, столице Закавказского края, месте сосредоточения и заказчиков, и исполнителей. Судя по именам, религиозно-национальный состав тифлисских оружейников был пестрым. В одном из списков мы видим 80 армян, 10 грузин, 9 мусульман, 8 дагестанцев, одного перса и двух русских. В амкарства не входили лишь мастера-иностранцы, делавшие европейское оружие. Технология изготовления ружейных и пистолетных стволов ничем особенным не отличалась по сравнению с принятой в Дагестане. Но многочисленные письменные свидетельства говорят о несколько иных, гораздо более длительных сроках выделки, что позволяет предполагать и более высокое качество закавказского оружия. Сырьем для ковки стволов служили железо и сталь, закупаемые в Баку. Готовая продукция расходилась по всей территории Закавказья, Дагестана, и в некоторые районы Ирана. Главным изделием являлись стволы букетного Дамаска. Их стоимость достигала 3-8 рублей серебром, а изготавливал мастер не более шести стволов в месяц. Газета «Кавказ» в 1847 году писала: ‹‹В Лагиче такие делают стволы, что пару ружейных стволов, присланных для отделки в Петербург одному из известнейших иностранных оружейников, он оценил в 500 рублей ассигнациями››. В 1864 году на десять мастеров приходилось 40 подмастерьев и учеников. Каждый мастер мог делать все ружье целиком, но для ускорения работы практиковалось разделение труда. В 1959 г. оружейник Вели Агабалаев, 1914 г. рождения, подробно рассказал о технологии изготовления дамаскового ствола. Для получения букетного рисунка брали семь проволок - три железные и четыре стальные (очевидно, речь идет скорее о тонких прутках, поскольку проволок в обычном понимании требовалось до сотни на один пучок). Их скручивали между собой и, не проковывая, наворачивали спирально на оправку (поразительное различие с европейской технологией, описанной выше). После этого, обсыпав все «желтой землей» (какая-то разновидность флюса), клали в горн. Далее следовало не менее 20 ковок и столько же повторных нагревов, а готовый ствол зачищали напильником, калибровали и шлифовали изнутри, для чего на напильнике закреплялась специальная прижимная пружина. Стволы делали круглыми или гранеными, с шестью или восемью гранями. Напоследок производили винтовую нарезку при помощи особого инструмента с тремя выступами. Ствол закреплялся неподвижно, а машина вращала и продвигала прут с режущей головкой, делая три оборота. Финальной операцией было выявление дамаскового узора на поверхности. Ствол помещали в специальную трубку и свободное пространство засыпали мелкими медными опилками, смешанными с раздробленным зеленым камнем (?), заливая все нашатырем и водой (раствором аммиака (?). Вся конструкция погружалась в печь, состав закипал, и кипение продолжалось 8 часов. Время от времени подливали воду. В результате железо растворялось быстрее, нежели углеродистая сталь, и проявлялся узор дамаска под названием «выеденная руда». Ствол с рисунком ценился в 10 рублей, а без рисунка - всего в шесть. Под занавес мастер набивал на казну муфту с хвостовиком, и холодным способом ставил клеймо. Ствол был полностью готов. Лагичские стволы имели длину 125-130 см. и вес до 8 кг. Стволы назывались люля, ружье - тфандж. Такие стволы делались для заказчиков, приезжавших даже из Стамбула. В 1830-е годы самым известным мастером считался Абдурагим. Пистолетные и ружейные стволы он делал по собственной технологии, употребляя железо от подков, «турецкое» железо и сталь. Для изготовления ствольного дамаска он выковывал широкие тонкие стальные и железные пластины. Каждую пластину складывал в несколько слоев и затем, сбив вместе, вытягивал длинные заготовки. Заготовки, закрепив одним концом, скручивал. Соединив от двух до шести таких скруток в одну, навивал ствол (как видим, его технология близка европейской). Далее обычно - нарезка, шлифовка и проявление узора. Ствол помещался на три дня в раствор, состав которого мастер держал в секрете. Абдурагим работал тщательно и делал одно ружье или пару пистолетов в месяц. Его изделия настолько ценились знатоками, что они покупали стволы без замков и лож, уплатив до 20 рублей за штуку, тогда как работа прочих мастеров оценивалась в 3-8 руб. («Обзор российских владений за Кавказом»). Внешне закавказское оружие мало отличалось от черкесского или дагестанского, тем более что его дизайн, как теперь принято говорить, чаще всего копировался с лучших образцов последнего. Доказательством служат типичные экземпляры пистолетов - кремневый черкесского типа, и капсюльный работы знаменитого Микиртича Чифталарова (1860-е годы). Крупно показано личное клеймо, состоящее просто из надписи «Чифталар». Нетрудно заметить полную идентичность внешнего облика, исключая лишь разницу в замках. 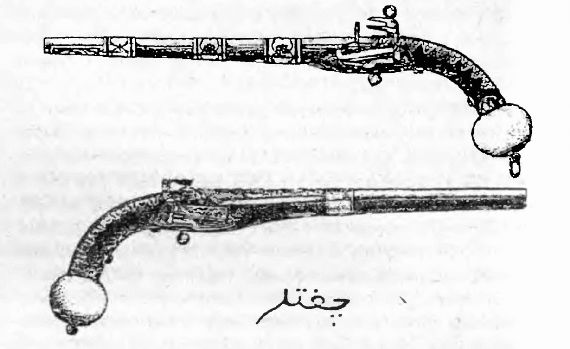 Примечательно, что в середине XIX века закавказское оружие легко перешло на новую, капсюльную («пистонную») систему воспламенения, тогда как Северный Кавказ оказался консервативнее. Хотя неумолимые ветры перемен постепенно выдували из употребления ударно-кремневые замки, на технологии изготовления стволов это сказалось слабо, и вплоть до XX столетия Дамаск продолжал удерживать позиции. Прочие оружейные центры Российской империи применяли дамаск очень широко, особенно при изготовлении дорогих экземпляров ружей и пистолетов, хотя отлаженность процесса позволяла комплектовать узорчатыми стволами и вполне рядовые образцы. Последние представители капсюльного племени являлись превосходным, отработанным, точным и надежным оружием, а изысканное кружево Дамаска словно бы удостоверяло его неординарные качества: 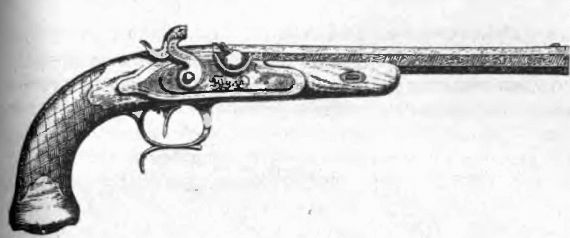 Разумеется, армейское вооружение быстро и полностью перешло на современные литые стали, которые отличались гораздо лучшими механическими характеристиками, но главное - позволяли выпускать винтовки тысячными и миллионными тиражами, что было абсолютно невозможно в рамках старой технологии. Однако оружие для охоты явилось пристанищем, где ствольный дамаск благополучно дожил чуть не до наших дней. Легкие дамасковые стволы ласкали взор владельцев изяществом отчетливого рисунка, стальной же мог предложить только маслянистый глянец вороненой поверхности. Поэтому еще в начале XX века известнейшие европейские фирмы продолжали выделывать как дробовые, так и нарезные стволы превосходного Дамаска. Вполне современный замок двуствольного ружья с дамасковыми стволами наглядно демонстрирует гармоничное слияние нового и старого. 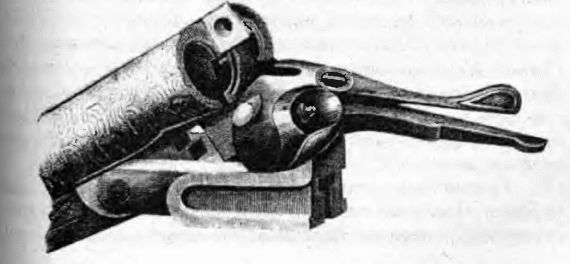 Сегодня и завтра  «Причудливо тасуется колода», - говорил профессор Воланд. Казалось бы, литые стали повсеместно оттеснили в прошлое кузнечные способы изготовления стволов - ан нет! Все возвратилось на круги своя, и теперь, в эпоху космических полетов, стволы снова куют. Дело в том, что при сверлении заготовки окружающие слои металла остаются неуплотненными, снижая прочностные показатели. Поэтому сегодня в большинстве случаев сверление осталось лишь на подготовительной стадии, после чего трубка насаживается на закаленную полированную оправку, имеющую диаметр, соответствующий калибру будущего ствола, и вся конструкция отправляется в жерло ротационно-ковочного агрегата для холодной (!) ковки. Посредством равномерного обжима получается великолепно уплотненный ствол без единого изъяна, почти не требующий шлифовки, разве что иногда его хромируют. В принципе, нарезка также может исполняться аналогичным образом, для чего должна использоваться оправка не гладкая, а с негативной формой винтовых линий. После ковки в наших руках оказывается без малого готовое изделие. Специальной термической обработкой снимаются огромные внутренние напряжения, возникшие в результате уплотнения холодного металла, и ствол идет далее по технологической цепочке для оформления внешних контуров и стыковки со всем прочим. Такой подход позволяет получать максимально тонкие и прочные изделия с прекрасными эксплуатационными качествами, незаменимые при тиражировании военного и массового охотничьего оружия. Впрочем, по мнению специалистов, наиболее кучный и стабильный бой обеспечивают все же стволы, нарезанные по традиционной технологии специальным метчиком. Третий путь - так называемое «дорнирование», при котором винтовые канавки накатываются особым инструментом - дорном. Выигрыш очевиден, поскольку накатка уплотняет канал ствола, но поверхность получается не такая чистая, как при нарезке. Поэтому снайперские, целевые и прочие нерядовые изделия нарезаются по старинке. Положим, чисто военные образцы огнестрельного оружия навсегда распрощались с Дамаском (хотя, как сказать: тугая навивка артиллерийских стволов стальной лентой поверх калиброванной трубки позволяет достичь удивительных значений прочности на разрыв в сочетании с легкостью). Но остается еще огромная армия любителей «мирной» огневой потехи. Как уже говорилось, настоящая охота - не пальба из магазинного полуавтомата. В последнее время отмечен растущий интерес к возобновлению традиций использования однозарядных шомпольных ружей и винтовок, а классика таких систем - дамасковый ствол. Кроме того, процесс охоты всегда есть процесс эстетический, в котором заметное место отведено любованию: природой, зверем, оружием и так далее. В этом плане с Дамаском вообще ничто не может тягаться. Поэтому судьба ненадолго забытого материала представляется отнюдь не трагической, и в будущем нас могут ожидать любопытные сюрпризы.  |
|
|||
|
Главная | Контакты | Прислать материал | Добавить в избранное | Сообщить об ошибке |
||||
|
|
||||